






The FuelActive® floating fuel pickup unit offers a simple yet low maintenance and highly effective solution to the problem of fuel contamination that is rife in mining around the world due to a combination of particulates from dust and/or use of biodiesel or lower quality diesel. IM Editorial Director Paul Moore talked to the company to get an idea of the technology’s potential and to date.
Sometimes the simplest ideas in mining can have a huge impact when measured across the scale of an equipment fleet. In some cases, they may have not been thought of before or in others the idea may have been put forward but not implemented correctly or supported – often it just needs a champion onsite to get it installed so the data can speak for itself. A great example of this type of innovation is found in Cardiff, UK-headquartered FuelActive Ltd.
Approximately 80% of machine downtime or premature maintenance is caused by fuel contamination. This is a global problem affecting the mining sector. Fuel contamination drives up operating costs by unduly increasing repair and maintenance budgets, reducing productivity and eroding capital efficiency. With the engine operating at lower thermal efficiency, it can lead to increased harmful emissions and reduced fuel economy. The operator also runs a serious risk of causing a catastrophic engine failure on the jobsite. There are multiple aftermarket solutions for fuel contamination, but all require regular servicing and replacement parts. FuelActive says it has the only in-tank, fit-and-forget product on the market today.
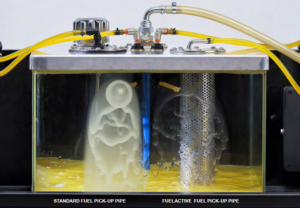
The patented FuelActive fuel pickup unit is a unique, innovative solution to the problem of fuel contamination in diesel engines. Unlike a standard fuel pickup pipe, the unit uses a floating pickup pipe that draws clean fuel from the top of the fuel level, thus avoiding the harmful contaminants that settle at the bottom. Contaminants like solid particles and water can hamper or ruin the efficiency of even the finest fuel-injection systems. And contamination starts with the first fill. Having the most effective filtration, which starts with a clean pickup method inside the tank, is vital to ensuring that all diesel-powered engines operate at the highest level of efficiency.
FuelActive states: “By supplying the fuel lines with the highest quality fuel available, FuelActive protects the fuel system and significantly reduces problems associated with contaminated fuel. Most contamination is water borne and is approximately 15% heavier than diesel, sinking to the bottom of the fuel tank as a result. By drawing fuel from the upper level of fuel, the FuelActive unit avoids the settled contamination at the bottom of the tank.”
Max Lytle, Chief Commercial Officer told IM: “Contamination in diesel tanks typically consist of sediments (dirt, metal & rust), water and micro-organisms, all of which separate very rapidly and settle at the bottom of the fuel tank. Standard diesel engines place the fuel pick up point exactly where these contaminants are located, at the bottom of the tank. These contaminants create numerous problems for operators; early blocking of filters, damaging lift pumps and degrading the performance of sensitive engine injectors. The patented FuelActive unit is a unique, innovative solution to tackle this problem.”
The introduction of the high-pressure common rail with injection pressures of >2,500 bar has further exacerbated the need to operate with clean fuel. Qualified technicians can install the FuelActive unit in less than an hour, in nearly all applications. FuelActive goes to work immediately, protecting the engine from the effects of diesel fuel contamination. It works in virtually all environments, in temperatures ranging from -40°C to 50°C. FuelActive also manufactured using high-grade materials designed specifically for working with hydrocarbon fuels. It is backed by a five-year warranty on all standard products.
Proven in Indonesian contract mining
Mining is a highly conservative industry – operators want to see data and preferably comparative data showing the effect with and without the technology – and they want lots of it. They also want data that shows consistent performance and a proven benefit to the bottom line. FuelActive has already achieved this on a number of mining and quarrying related sites. However, one of the most impressive has been a rollout with global contract mining major Macmahon Holdings at a client’s gold mine in Sumatra, Indonesia. Macmahon’s extensive experience in surface and underground mining has established the company as the mining contractor of choice for global resources projects across various commodity sectors.
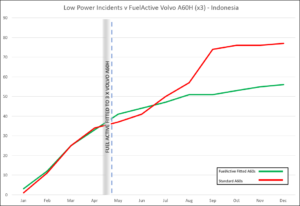
Macmahon runs a fleet of Volvo A60H ADTs that were experiencing excessive Low Power Incidents (LPIs). A combination of a dusty and wet environment and the use of B30 biodiesel, which is relatively standard in Indonesia, was suspected to be the cause of the LPIs. Macmahon agreed to a Proof of Concept (POC) trial of FuelActive. Three FA16 FuelActive units were sent to the site for installation in April 2021. Importantly, as a control, these ADT units were compared with new units of the same specification for the same application at the same site. Setting the bar high, the ADTs with FuelActive units already had 4,500 hours under their belt. Given the disparity in age, the performance of the ‘new’ Volvo ADTs was quite strong in the first two months. However, the effects of contamination began to emerge. In the last six months of 2021, the data clearly favoured the performance of FuelActive.
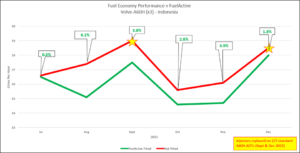
Macmahon’s service records documented 27 LPI’s on the ‘new’ standard units and 9 on the FuelActive units – a 66% reduction. Using Volvo OEM fleet telematics to record fuel consumption data over a 25 week period, the Fuel Active units had better fuel economy in 22 out of the 25 weeks. One out of three standard ADT’s in the control group had fuel injectors replaced during the trial period, and none on the FuelActive-equipped units, also noting that two trucks outside the control group had fuel injectors replaced. The average fuel economy across the whole control group was 36.7 litres per hour, with an average of 3.4% fuel economy improvement from FuelActive. To convert that into sustainability and bottom-line benefits – a saving of 3.4% equated to 1.25 L/h or 18 L/d (based on a typical 15 h/d ADT operation). These statistics equate to 49.1 kg of CO2 emissions saved per day or 17,930 kg of CO2 per year for each FuelActive equipped truck. In cost terms, based on 18 L/d, the FuelActive ROI was 251% in year one.
As a result, in November 2021, Macmahon placed an order for the rest of the Volvo ADT fleet – the fleet numbers totalling 10. In January 2022, Macmahon expanded the FuelActive solution to their fleet of Cat 390 hydraulic excavators and the remaining Volvo ADTs. The contractor’s fleet also includes Cat 745 ADTs, so there is potential for further expansion in the future.
PT Macmahon Maintenance Manager, Nigel Wixon, stated: “Macmahon Indonesia strives for business improvement through technology. In late April 2021, we installed FuelActive on three Volvo A60s to target a reduction in Low Power incidents which cause significant equipment downtime. Pleasingly, Low Power Incidents have been reduced by 66% on these trucks, boosting our truck reliability and availability. We have also recorded a noticeable fuel saving on FuelActive fitted equipment averaging 3.4% over the last six months. The saving has been evident every month, equating to nearly 18 t of CO2 saved per year, per truck. I would recommend FuelActive to be fitted on all mining equipment for the repairs and maintenance savings, increased equipment uptime, fuel savings and sustainability benefits.”
Tom Michaelson-Yeates, Mining Director at FuelActive, adds: “FuelActive is a unique fit and forget solution, aimed at reducing the significant costs associated with diesel contamination. Working with Macmahon, an innovative global mining contractor, has given us the opportunity to demonstrate that we increase mining productivity and reduce repair and maintenance costs. The fact that we can prove a consistent and significant fuel saving with clear financial and sustainability benefits is a potential industry game-changer. This is in line with data we have seen in other sectors.”
Ultra class trucks in Chilean copper
As a final note, in very different mining conditions, FuelActive has been fitted and has proved very effective in a 12 month trial on Komatsu 980E ultra-class dump trucks at one of the world’s largest copper mines in Chile’s Antofagasta region in the arid and high altitude Atacama desert. Filters have lasted beyond 1,000 h from the previous limit of 250 h. Pumps and injectors are operating to manufacturers specifications – no replacements have been made in 12 months. The system has seen consistent and reliable performance. The FuelActive fitted trucks deliver class-leading levels of availability, power, and speed over other 400 ton class trucks at the mine. No significant fuel-related breakdowns have been seen in the FuelActive fitted units over the 12 months. This equated to a significant productivity performance over 12 months of trials to the point where FuelActive has been included in the standard specification by the mine owner for future mining truck service and maintenance contracts. Plus, FuelActive is now being trialled at another major copper mine in Chile.
Jeff Dawes, Komatsu Mining President and CEO, stated: “For Komatsu Chile and our clients, installing FuelActive fuel pickup units has proven to be an effective way of combating the global issue of fuel contamination in diesel-powered machinery.”
Other mining applications for FuelActive active today include a coal mine in South Africa, nickel mines in Indonesia, underground mines in Australia, projects with OEMs, including an option fit for heavy duty mobile crushing and screening units, and a pilot in progress with a major OEM of exploration drills.


