Martin Engineering has announced a factory-direct replacement program to deliver freshly-moulded polyurethane cleaner blades for conveyor belts.
Custom fitted on-site and installed free of charge, customers pay only for the replacement blades.
The program from Martin Engineering assures customers of accurately sized and professionally installed replacement blades that are matched to their specific application, providing optimum cleaning performance and service life to minimise the cost of ownership, the company says.
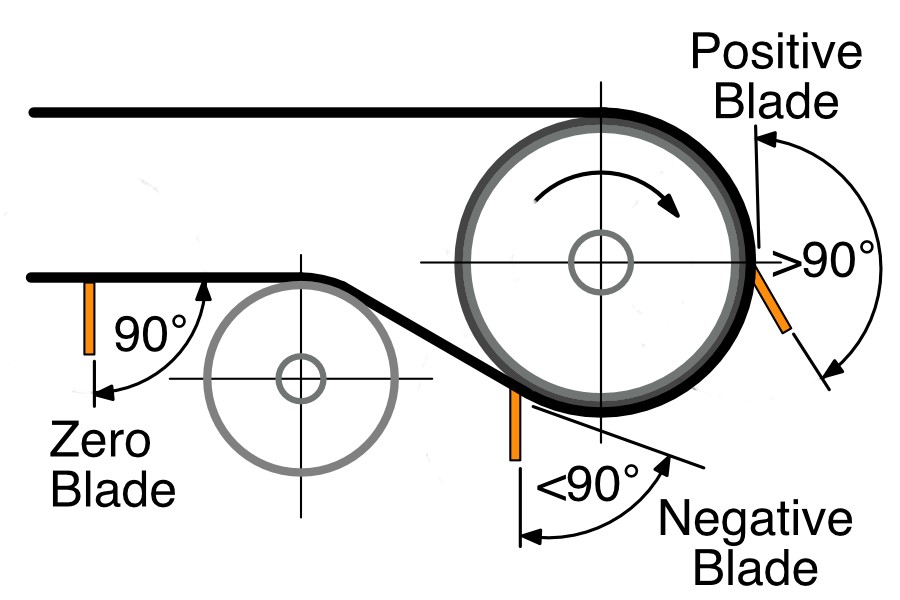
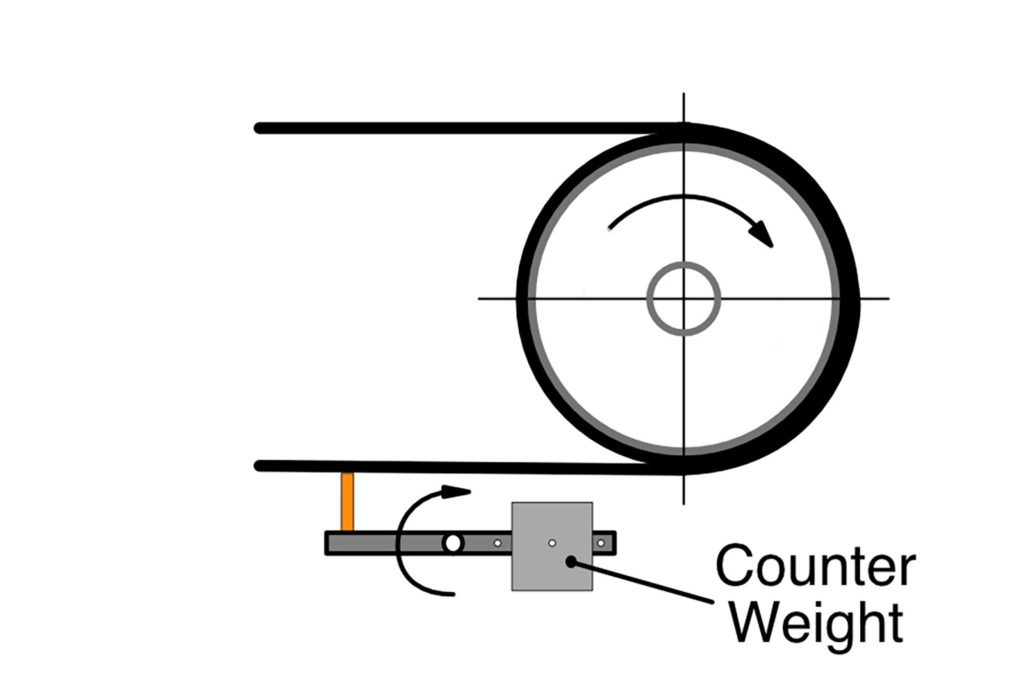
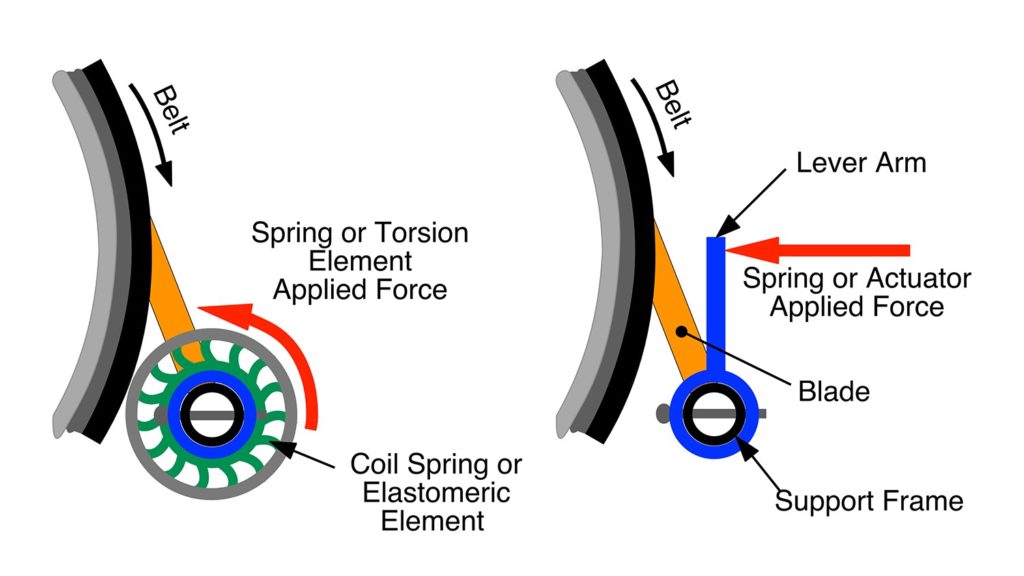
It explained: “Manufactured in-house for the highest quality assurance, Martin’s replacement blades are made with specially formulated, colour-coded urethane to suit virtually any application. The blades have up to 53% more urethane in the wearable area than competitive designs, extending equipment life and durability. To achieve consistent cleaning throughout all stages of blade life, Martin’s patented Constant Angle Radial Pressure technology incorporates a specially engineered curved blade to maintain optimum cleaning performance and efficiency.”
Martin Engineering says it is the only belt cleaner supplier that has designed its own equipment to manufacture moulded blades. This system maximises quality control and eliminates shipping and labour costs by having the new blades delivered and installed direct from the factory.
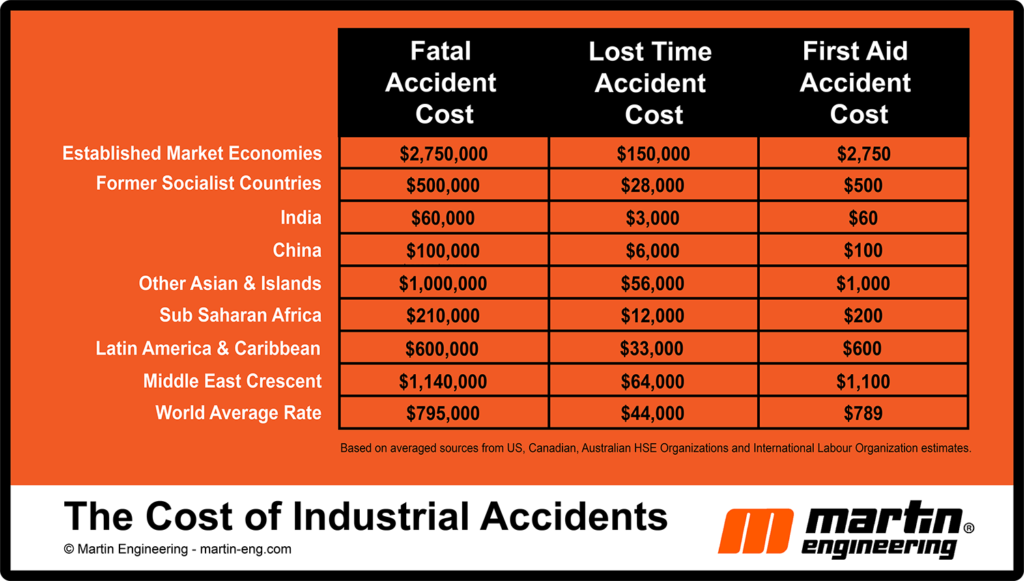
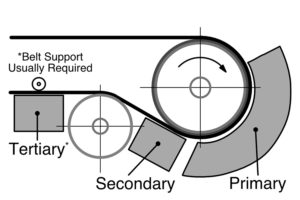
The company explained: “The need for conveyor belt cleaning is well established, delivering long-term benefits in both safety and production. Properly maintained belt cleaners reduce the accumulation of carryback under the conveyor and minimise dust build up on rollers and other components. Excessive dust and spillage can foul rolling components and cause abrasion on the belt, reducing the life of equipment by as much as 30%. Even though a multiple-cleaner system can be abrasive when in contact with the belt, it contributes less than 5% to the overall belt wear, delivering a significant net benefit.”