






Vale says it has successfully tested a new type of iron ore briquette, adapted for the direct reduction route, which will contribute to the decarbonisation of steel production.
The new type of briquette, which will support the steel industry’s efforts to meet emission reduction targets worldwide, emits about 80% less CO2 compared with pellets in its manufacture, abating the company’s direct and indirect emissions (Scope 1 and 2). The briquette can also be used as a charge for the blast furnace (BF-BOF).
Direct reduction is one of the routes used in steel production. It is considered cleaner than the blast furnace route as it uses natural gas instead of coke – an input obtained from coking coal – and, therefore, emits less carbon and other greenhouse gases (GHG).
The production of briquette meets the trend of the steel industry to increasingly adopt the direct reduction route, Vale says. Studies show that for every tonne of steel produced in the blast furnace, two tonnes of CO2 are emitted, while in direct reduction, carbon emissions fall to 0.6-1 t.
In recent months, Vale has stepped up development of a new type of briquette for this route. So far, seven experimental tests have been carried out at plants for different clients in the Americas. The tests, known as basket tests, have involved small quantities of briquette and pellets being placed side by side in baskets, which fed the reactors.
Rogério Nogueira, Vale’s Director of Product and Business Development, said: “With the development of this new type of briquette, Vale is taking another important step in its contribution to reducing emissions from the steelmaking chain through innovation, always in close collaboration with its clients and development partners.”
In one of the tests carried out, for example, the new product outperformed pellets in metallisation, reaching a metallic iron content of around 98%, while pellets reached 95%. This result indicates that the new type of briquette can improve the productivity of steel mill clients, Vale says.
The briquette also performed well in terms of disintegration. In one of the tests, for example, around 7% of fines were generated, against 14% with the use of pellets. The smaller presence of fine particles as a result of the disintegration facilitates the passage of the gas through the reactor, increasing productivity and reducing the consumption of this fuel, which contributes to reduced carbon emissions.
The next step in the development of the direct reduction briquette is to carry out industrial tests, which should begin in June, in a reactor of a client in North America.
Announced by Vale in 2021 after about 20 years of development, the briquette is produced from the agglomeration of iron ore at low temperatures using a technological solution of binders, which gives the final product high mechanical strength. Therefore, it emits less pollutants and GHG when compared with traditional agglomeration processes (pelletisation and sintering).
The briquette can substitute any direct load (sinter, granulates and pellets) in the steel mill furnaces, according to Vale. The substitution of the sintering stage in the blast furnace route is what allows the potential reduction of GHG emissions by up to 10%. This route is the most used worldwide, while direct reduction is more common in regions with abundant natural gas at competitive prices, such as the Middle East, North America and Argentina.
To be produced, direct reduction agglomerates (briquettes and pellets) require iron ore with a higher content, approximately 67% Fe, alongside low rates of contaminants such as silica and alumina. Agglomerates for blast furnaces can be produced with ore grades lower than 65% Fe.
Vale says it is working to increase its production of high-quality iron ore and expand its capacity to concentrate ore, which also raises the iron ore grade, enabling the company to meet demand from steelmakers for these products.
The company is building two 6 Mt/y briquette plants at its Tubarão Unit in Vitória, Espírito Santo, Brazil. Start-up of the first plant is planned for the end of the first half of the year, while the second should begin operations at the end of the year.
In addition, memorandums of understanding have already been signed with more than 30 customers to study the implementation of decarbonisation solutions, including the construction of briquette plants located on the premises of some customers.
Among the agreements signed, three aim to install Mega Hubs in Middle Eastern countries (Saudi Arabia, United Arab Emirates and Oman) to produce hot-briquetted iron (HBI) to supply both local and seaborne markets, with a significant reduction in CO2 emissions. At the hubs, Vale is expected to build and operate iron ore concentration and briquetting plants, supplying the feed for the HBI plants, which will be built and operated by investors and/or customers. Vale is also studying the creation of similar hubs in Brazil.
Iron ore briquette contributes to achieving Vale’s commitment of reducing its Scope 3 net emissions by 15% by 2035. The company also seeks to reduce its absolute Scope 1 and 2 emissions by 33% by 2030 and achieve neutrality by 2050, in line with the Paris Agreement ambition to limit global warming below 2°C by the end of the century.








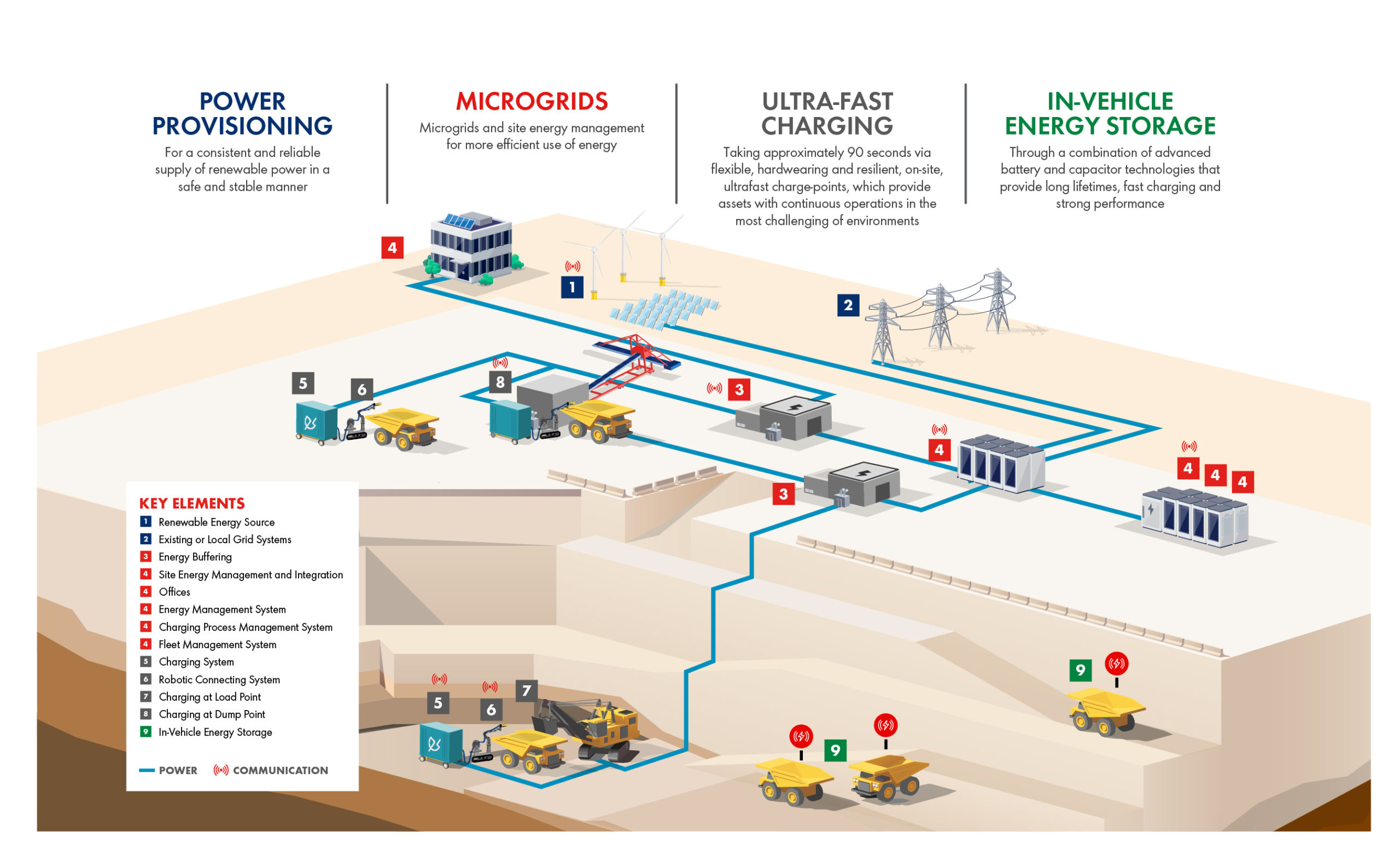 Some of the key components of the power provision and energy management solution come from Alliance Automation, a multi-disciplined industrial automation and electrical engineering company; Spirae, a technology company that develops solutions for integrating renewable and distributed energy resources within microgrids and power systems for economic optimisation, resiliency enhancement and decarbonisation; Worley, an engineering company that provides project delivery and consulting services to the resources and energy sectors, and complex process industries; and Shell Energy, which provides innovative, reliable and cleaner energy solutions through a portfolio of gas, power, environmental products and energy efficiency offers to businesses and residential customers.
Some of the key components of the power provision and energy management solution come from Alliance Automation, a multi-disciplined industrial automation and electrical engineering company; Spirae, a technology company that develops solutions for integrating renewable and distributed energy resources within microgrids and power systems for economic optimisation, resiliency enhancement and decarbonisation; Worley, an engineering company that provides project delivery and consulting services to the resources and energy sectors, and complex process industries; and Shell Energy, which provides innovative, reliable and cleaner energy solutions through a portfolio of gas, power, environmental products and energy efficiency offers to businesses and residential customers.
