









A trend towards the use of vertical turbine pump (VTP) technology – which is gaining momentum in sectors including mining – is based on a number of valuable benefits over traditional options. According to Kevin Roelofse, Weir Minerals Africa’s dewatering product manager, Floway® vertical turbine pumps have particular advantages for applications such as booster pumps in bulk water applications and for condensate extraction in facilities that operate boilers. The release of a Floway® vertical turbine slurry pump (VTSP) also represents a technology breakthrough that is being well received.
“In booster pump stations, VTPs allow savings on civil engineering infrastructure as they have a smaller footprint, but more significantly they offer important operational cost efficiency related to reliability and lower maintenance,” Roelofse says. “The VTP can be multi-staged, with numerous impellers in the column, for large volume and discharge pressure applications.”
While the traditional horizontal pump can offer up to a two stage horizontal split casing configuration in a large-volume application, the impeller needs to be of a substantial size. “This means that the impeller tip speed will be high, so it will wear quicker and require more maintenance,” he said. “The horizontal configuration also has to contend with uneven wear in the bearings and pump contact surfaces on either side of the impeller, as gravity and hydraulic forces are unbalanced throughout the 360° arc in the volute casing.”
By contrast, the VTP achieves lower wear and less maintenance by incorporating a number of smaller impellers along its column, so the speed at the impeller tip is lower. Gravity also applies equal forces on the bearings all round, so there is a uniform 360 degree wear profile on the wetted components, giving a longer life across the bearings.
Any facility that includes boilers will know the challenges facing condensate extraction pumps. This equipment, vital to the movement of condensed steam, faces the danger of cavitation or pitting of impellers leading to inconvenient and costly downtime for replacement. “If there is insufficient suction pressure on the hot condensate –then the vacuum existing at the suction of the impeller can exceed the water vapour pressure and can cause it to vaporise, imploding onto the impeller vanes and causing considerable erosive wear on these impeller vanes due to cavitation,” Roelofse says. “This is devastating for the longevity of a centrifugal pump.”
The VTP comes into its own in these condensate extraction applications because the vertical column length can be designed in such a way that there is sufficient downward pressure of the condensate, restricting its ability to vaporise and damage the impeller vanes. To create the necessary inlet pressure head in a horizontal pump, the condenser would need to be elevated several metres. Instead of doing that, a vertical turbine pump can be installed, removing many of the complexities previously experienced in this application.
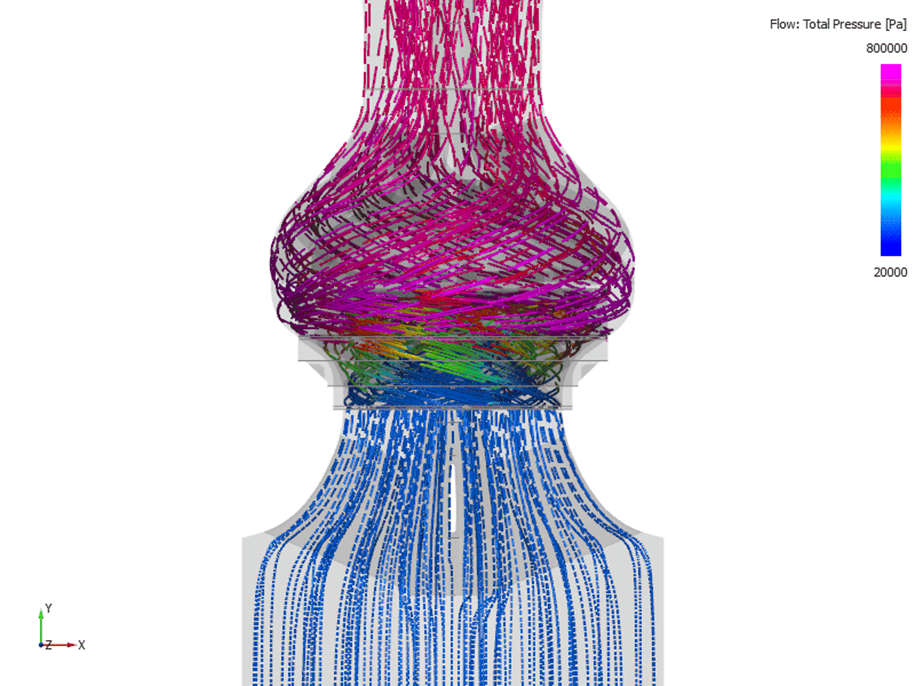
“Optimising the design and specifications for the customer’s particular application is also important, and Weir Minerals Africa can offer a range of choices relating to sizes, materials used, construction modules and other variables,” he says. Floway® pumps are designed and manufactured under one roof at Weir’s state-of-the-art facility in Fresno, California. All the products embody a high level of in-house engineering capabilities including three-dimensional solid modelling; hydraulic design; computational fluid dynamics (CFD) analysis; stress and deflection analysis using finite element analysis (FEA) and lateral and torsional rotor dynamic analysis.
“This allows us to design and construct the pump to customer specifications, and to eliminate risk areas such as resonant frequencies and critical speeds to provide low vibration and longer product life,” he explains. “The design considers the optimal spacing between line shaft bearings, for instance, in relation to the shaft’s diameter, material and impeller specifications.”
Weir Minerals Africa also offers the African market a recent Floway® innovation – the vertical turbine slurry pump (VTSP) – launched two years ago to serve the industry’s need to pump dirty water with specific gravity ratings of up to 1.2. “It is not common for vertical turbine pumps to be employed in applications of this range of specific gravity, so this product is a real pioneer,” Roelofse says. “The VTSP is particularly successful because it addresses and is designed to eliminate the two key contributors to the failure of centrifugal pumps: the mechanical seals, and the line shaft and bowl bearings.”
Floway has achieved this by a patented design which allows bearings to be grease packed and completely sealed; further, an isolation device keeps solids away from the seals, preventing any contamination of the mechanical seal faces. “Also important is that no external flushing is required,” he continues. “In most pumps, users normally require a separate, external water supply, which must be clean and treated, to cool and lubricate the line shaft bearings and the mechanical seal. With the Floway® vertical turbine slurry pump, the design of the line shaft bearings and mechanical seal means that no water is required.”
To prove the concept, the product was tested for months under arduous conditions in a South American mining application; one of these pumps has since been installed in a mining application in Africa operating on floating pontoons. “The main benefits in this application are that no priming was required, giving the customer a low maintenance solution while still being able to provide high discharge pressures,” he says. “In common with other Floway® vertical pumps, the design also allows sufficient water pressure in the column to avoid cavitation of the impellers.”