









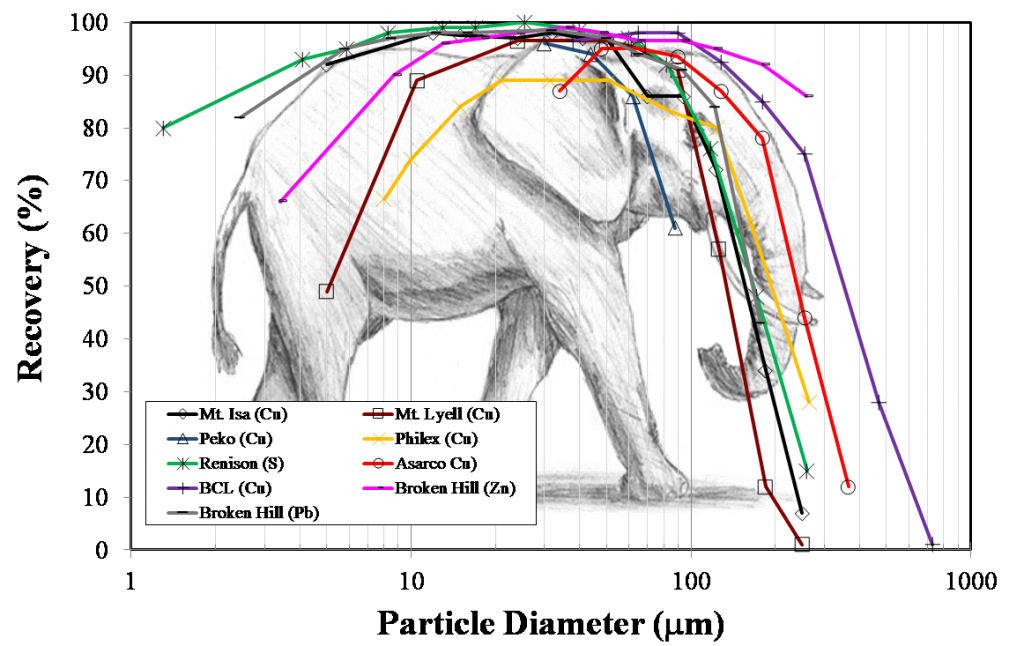
The copper sulphide processing flowsheet has remained virtually untouched for decades and follows a logical progression – crush, grind, float, regrind and refloat to produce a final copper concentrate. This well-defined and proven method of copper sulphide processing has served the industry well for over a century and is based on the particle size range for which conventional flotation is most effective. Work by numerous experts has shown that mechanical flotation works well for a limited size range, from approximately 15 to 150 µm, and is best presented in the well-recognized ‘elephant curve’. Particles outside this critical size range are typically lost in industrial operations and rejected to tailings due to inherent constraints associated with the physical interactions that occur in the pulp and froth phases of conventional flotation equipment.
The annual flotation article coming up in the November issue of International Mining looks at the Eriez HydroFloat™; and more is presented here.
The underlying mechanisms responsible for the decline in flotation recovery of very fine and very coarse particles have been extensively discussed in the technical literature. For coarser particles, low recovery is typically attributed to both turbulence and buoyancy constraints. To overcome these inherent limitations found in conventional flotation cells, Eriez has developed and successfully implemented a technology, the HydroFloat, that combines the aspects of fluidized-bed separation and flotation. More recently, this same technology has been demonstrated in sulphides for recovering coarse value from concentrator tails. Other efforts have shown the positive benefit that can be derived from implementation within the concentrator itself.
The HydroFloat air-assisted teeter-bed separator uses flotation within a fluidized-bed environment to improve the recovery of coarse particles. The quiescent nature of a teeter-bed separator increases the overall flotation rate and level of recovery by using efficient mixing conditions, increased retention time, reduced detachment (i.e., low turbulence), and improved collision rates when compared to conventional flotation cells.
More than 40 full-scale HydroFloat units have been successfully installed within the industrial minerals market. Due to that success, test work continues to be carried out for metalliferous ores. The results from multiple on-going, site-based test campaigns and laboratory-based investigations indicate that the particle size range for successful flotation can be increased dramatically using this technology – even with a minimal exposure of hydrophobic grain surfaces. Data continue to show that fluidized-bed flotation can increase coarse particle recovery and improve process economics by capturing particles that would require significantly more grinding or otherwise be lost when using traditional flotation methods.
Most recently, potential applications of this innovative technology in the sulphide minerals industry have been considered. This was demonstrated through multiple test programs on both copper and gold which clearly show a high degree of recovery can be obtained for particles up to 0.850 mm. These data also indicate that significant savings can be realized through the rejection of well-liberated siliceous gangue that would otherwise consume capacity in the grinding circuit.
A demonstration pilot plant was commissioned to treat tailings from a copper concentrator. The coarse values recovered using this innovative technology were captured from a stream just prior to discharge into an impoundment. These values, some with minimal exposed sulphide surface expression, were predominantly coarse, low-grade sulphides that had not been recovered using the conventional cell technology installed in the main concentrator. Data show that substantial gains can be achieved using this novel approach to recover values previously discarded to a typical sulphide tailings stream.
Process economics can be vastly improved by capturing particles that would either require significantly more grinding or be lost when using traditional flotation methods. In fact, one study indicated that the capacity of a primary grinding circuit can be increased by 20-25% for a hypothetical concentrator treating a typical porphyry copper ore.
As this technology progresses, it provides process engineers with another tool for circuit optimization where the engineered solution includes less grinding, increased capacity, higher recovery and, most importantly, reduced costs. It is becoming more important for mining companies to challenge traditional methods by evaluating innovative technology that can maximize the recovery of valuable minerals from ore reserves by extending the trunk of the ‘elephant’ curve.