









Paul Moore recently spoke to Doug Morrison, Centre for Excellence in Mining Innovation (CEMI) President, about its underground rapid development project, which could be a real game changer in terms of advance rates and earlier orebody access.
The batch mining process commonly used in underground base metal mines is capital intensive. CEMI continues to investigate and push forward in finding ways to improve the cost effectiveness and lean the underground production process by re-designing the individual, discrete tasks in a process so they can be managed as a series of simple, linked tasks. In the case of drift development, this will help to maximise the utilisation of the face and enable concurrent activities in the heading. It also means the face will be kept filled with blasted material, whether that be development waste or ore.
In the case of mine production, improving fragmentation will facilitate productive utilisation of the stope. The goal is to extend this approach to all mining processes, and by understand their interconnectedness, look for ways to improve overall productivity. Only once these processes have been ‘leaned’ is it possible to maximise the benefit of process automation.
CEMI’s Rapid Mine Development approach to drift development is to maximise utilisation of the face. Underground mine development has been a series of four sequential tasks —removing broken rock from the face (mucking), installing ground support, drilling the face (including preparatory activities for drilling) and charging the holes with explosives and initiators. The sequential nature of these activities and the time lost to equipment entry and re-entry reduces face utilisation and decreases the rate of advance.
Single Heading Lateral Development— 3 Canopy System
This system protects the equipment and operators and allowing for drilling and charging of the face to occur concurrently while ground support is being installed behind the face equipment. Functionality tests and strength test for the canopy were performed on prototypes above ground by Nordic Minesteel Technologies in Norh Bay, Ontario . Simulation tests are still to be conducted to help further refine the design for field trials at the NORCAT Test Facility and at other mines in Sudbury. These tests will ensure that the canopy design has addressed the issues of what is required to move forward for operational situ use.
Phase 1: Mine Development Canopy System
Phase 1 is the Mine Development Canopy System (MDCS). The primary goal of the Rapid Development Project is to reduce the time to first production in new underground orebodies, reduce overall drift development cost by increasing the effective utilisation of the face, not the utilisation of the equipment. As a result it improves safety and productivity.
CEMI’s MDCS provides a physical barrier to the rock-related hazards in development headings in high-stress conditions, enabling simultaneous activities in the heading and effectively reducing the development cycle time.
Current drift development practice generally involves four sequential activities: removal of blasted rock (mucking), installation of the ground control system (bolting), drilling the face holes and charging them with explosives. This four-stage sequence of activities requires the re-entry of four pieces of equipment, and critical time is often lost between the re-entries. No face activity can be carried out until the ground control system is complete and in some cases, support has to be installed on the face of each heading after each blast. This increases the duration of the development cycle and further reduces the advance rate.
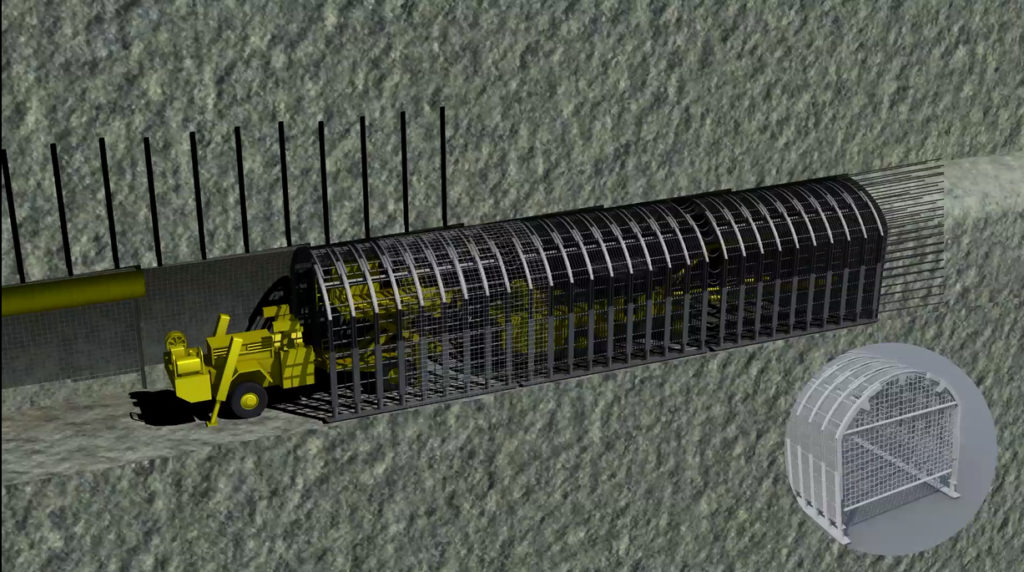
The robust, engineered, movable canopy can be brought into the development heading to protect personnel and equipment from rock falls and rock-bursts and allow simultaneous activities in the heading. The Mine Development Canopy System is comprised of three individual canopies. The front canopy, with a face shield when necessary, will protect the face drills and the drill carrier from rock-related hazards.
The canopy is designed to allow for the necessary look-out for the face drills at the wall- and roof- control holes. The back canopy protects the equipment and operators and allows ground support activity to be completed while the face is being drilled and charged. The middle canopy protects workers as they travel between the front and back canopies. Importantly, each canopy is slightly smaller going down the process meaning the canopies can move inside one another as the process dictates.
Functionality and strength tests have been performed on prototypes both above and underground. Nordic Minesteel Technologies was involved with the design and testing of the system components. NMT also constructed the first units and will market the MDCS to the mining industry.
Morrison told IM: “The Mine Development Canopy System is already commercially available, and there has been a lot of interest from the industry in the technology. Mines really need it to be able to do what they want to do at depth today safely and cost effectively. In terms of units, one full canopy system was completed in 2017 and is now being tested, and we expect three more to be finished in the near future.” One of these is expected to be tested with a major base metals miner in Canada. Advance rates of 8.5 m a day were achieved in process simulations, considerably more than the current industry averages.
Phase 2: Continuous muck removal
The second phase of the Rapid Development project is to reduce the duration of the mucking cycle that removes broken rock from the heading, allowing face advance activities to re-commence. Conceptual work on the technologies for this second phase has been completed. CEMI has been working with Labrecque Technologies to simulate the rock removal process in order to target the kinds of technological developments needed to ensure a rapid rock removal system capable of moving at leastpproximately 300 tonnes per hour. This allows the Rapid Development System to reduce the development cycle time and to less than 10.5 h enabling two cycles per day and accelerating the rate of access to new ore-bodies.
Project full update and value proposition
At the heart of the system is not just faster development but the fact that the mine is accessing ore sooner meaning an increased NPV. CEMI estimates the investment cost of C$5 million with a typical payback period of one year based on a LOM of seven years and discount rate of 15% and LOM net income of C$3 billion. The project value increases by C$65 million for every year that production starts earlier (C$180,000/d). The payback period is based on C$5 millon/C$65 million x 365 meaning a project could start 28 days earlier.
To date, articles have tended to only focus on the canopy part of the system but the beauty of the full system with canopy, three boom jumbo charging and continuous muck removal is that it allows the use of skills and equipment that are already in place in terms of drift development with owner miners and contractors, but combined with a new design for mucking out still produces a faster, continuous mining process at far less expense that the several continuous rock-cutting machines currently on the market..
CEMI has already carried out a lot of simulation of the muck removal process, which uses a continuous loading system employing dual digging arms at the face similar to a Haggloader, which feeds a series of rubber-tyred mucking vehicles similar to shuttle cars. CEMI aims to be able to achieve 300 t/h with one system. Crucially in terms of increasing clean air restrictions, the design is all electric.
With continuous loading, some 1.8 hours are eliminated from the process and with the canopy some 4.8 hours of bolting delays are saved, meaning a saving of at least 6.6 hours in total per day in a process time comparison in a typical 5 m by 5 m heading. The new drift cycle can increase the advance to about 8.5 m/d. This is due to concurrent drilling and bolting activity (reduced face cycle to round 8 hours) and rapid transport of rock (reduced muck cycle of around two hours, transporting some 300 t/h). With a 10.5 hour cycle there can be two cycles every 24 hours (4.25 m/d twice equating to 8.5 m/day). This includes the remaining time allowed for canopy movement and blasting in between. In terms of a 3 km drive this means saving 217 days/km, gaining 22 months and adding C$120 million to NPV based on 4 m round lengths.
Ultimately, it means much less energy used to move the ore. With a typical LHD that is having to tram sometimes considerable distances to an ore pass, as little as 20% of its energy is spent on moving ore, with the rest on tramming. And 95% of the time the LHD is not touching the muckpile. CEMI has calculated that in terms of metres of advance per day, if anything the industry is getting slower, while the machines themselves are getting more expensive and more complex. Back in the 1960s such as at the Grand Duc tunnel, advance rates of over 23 m a day were being achieved. Since then there has been a decline in advance rates to less than 8 m/d in the 1990s to less then 4 m/d in many mines today. The reasons for this cited by CEMI are a focus on equipment efficiency i.e. the jumbos, LHDs and trucks themselves, but not on the fundamental system effectiveness; against a backdrop of increased safety and ventilation regulation, meaning increased ground control and tightening engine specs, with larger scales of operation. The new system is not only cheaper than fleets of current large LHDs and trucks, it is fully electrified, solving ventilation issues, but is also highly amenable to automation.CEMI