









Engineered for use in the most aggressive duties, Warman mill circuit pumps easily manage large size particles in highly abrasive slurries, the company reports. These pumps are designed for the most severe slurry applications such as ball and SAG mill cyclone feed as well as water-flush crushing in mineral processing plants.
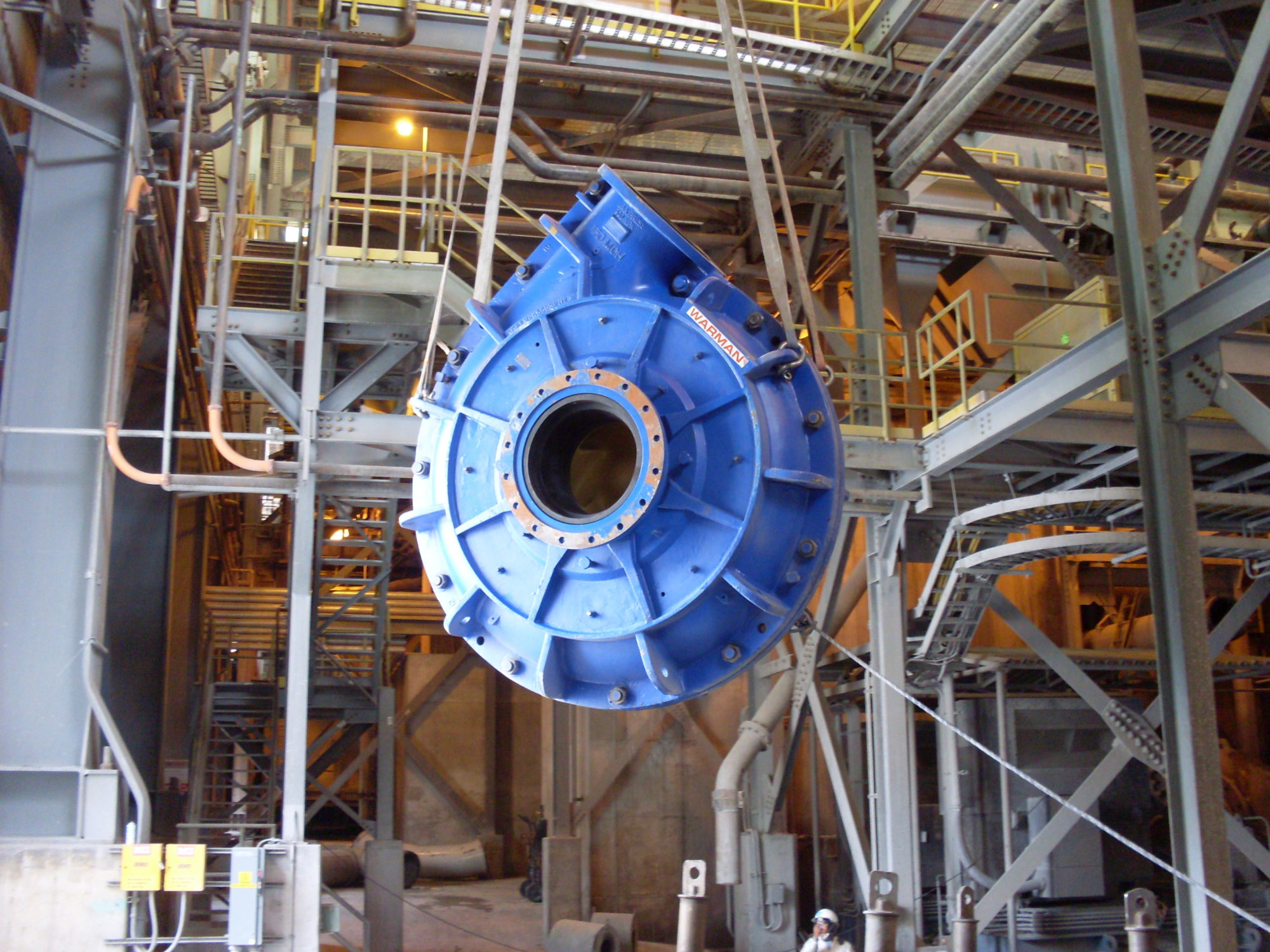
Weir Minerals Africa is showcasing its flagship mill circuit pump – the Warman MCR®450 at Electra Mining Africa 2018. Marnus Koorts, Product Manager – Slurry Pumps at the company, says “customers will be able to see this massive pump with its 1.5 m diameter. Like all pumps in the Warman MCR range, this 13 t slurry handling machine is designed to increase productivity and decrease downtime, compared to older generation and other pumps in the industry”.
Koorts says that the Warman mill circuit pumps are based on 80 years of fundamental and applied research, backed by wear performance field trials.
“Mill circuit applications are among the toughest in a minerals processing plant, and the Warman MCR pumps incorporate the latest in hypereutectic alloy and elastomer technology,” he says. “This significantly extends the wear life of the pump in highly abrasive and corrosive slurries, reducing operational costs.”
The high resilience rubber wear liner enables the handling of coarse particles and ball scats with ease, while its lightweight design relative to other pumps in its category facilitates safer handling. It is also a lower cost than traditional heavy metal liners.
Importantly, different material combinations are available to ensure that the customer gets a fit-for-application pump capable of providing reliable performance cost effectively, tailored to their site conditions.
The Warman MCR pump has a large diameter, low speed, high efficiency impeller. Koorts explains that this can be manufactured from a range of abrasion resistant alloys allowing the most appropriate material to be selected for the customer application. This will increase wear life and reduce operating costs when compared to other pumps in its category.
Reduced recirculation is achieved by the deep expelling vanes on the front of the high chrome alloy impellers. Expelling vane tip turbulence is minimised by the patented shroud feature that traps tip vortices and prevents localised scouring on the throatbush face. This, again, extends wear life and reduces maintenance.
The split outer casing on the Warman MCR pump provides structural integrity and high operating pressure capability, ease of maintenance and safety. This feature also allows internal liners to be fully worn before replacement.
Warman throatbushes feature pre-swirl vanes which offer optimum reliability and wear life. There is a patent pending on this innovative throatbush design which was developed to improve impeller eye wear life and reduce the wear caused by recirculation at the impeller-throatbush interface. This has been accomplished by a series of guide vanes in the pump inlet which induce a rotational velocity in the slurry.
An adjustable stuffing box allows for the centering of the stuffing box and lantern restrictor to the shaft sleeve. This increases packing life and decreases gland seal water consumption.
Another new design feature is the single-point gland adjustment which facilitates safe packing adjustment outside of the stuffing box guard while the pump is operating.
“Our Warman mill circuit pumps are engineered to offer the most cost effective solution across a range of applications, and with installations on many leading mine sites across the globe it is proven to be the mill circuit pump of choice for the hard rock mining industry,” Koorts concludes.