









After extensive test work and design, mineral processing specialist Multotec Group is commissioning a full scale DeSALx® plant to treat waste water from a flue gas desulphurisation scrubber, at a minerals processing plant in Oman in the Middle East. According to Carien Spagnuolo, Senior Process Engineer at Multotec Process Equipment, the leading edge DeSALx® technology is being combined with more traditional technologies, to achieve water recoveries exceeding 90%.
“The pyro-metallurgical antimony plant in which we are installing this facility, is located in a very water-constrained area, requiring a high level of water recovery and permitting no liquid effluent from the site,” says Spagnuolo. “The antimony roaster produces waste water with high levels of heavy metals including antimony and arsenic, which need to be precipitated in a pre-treatment phase.”
Based on the Continuous Ionic Filtration (CIF®) process from Multotec’s Australian technology partner CleanTeq Water, DeSALx uses two stages of CIF to desalinate brackish water and enables this effluent treatment process to operate at a much higher water recovery than conventionally possible.
“This is achieved when the system is used in conjunction with an upfront precipitation step,” she explains. “This essentially creates a closed loop with no liquid waste production, as the waste from the DeSALx can be routed to the precipitation step.”
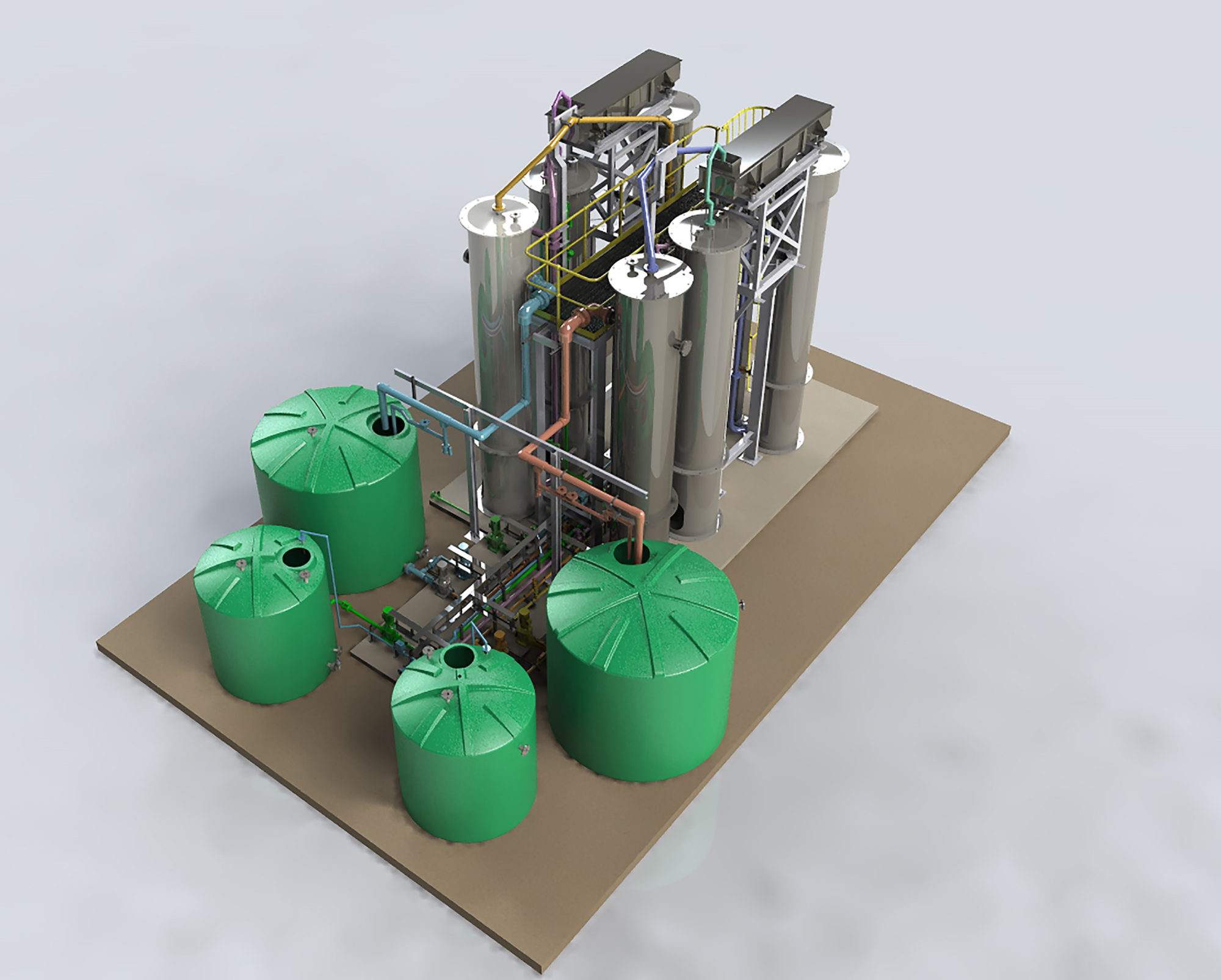
The CIF system consists of a series of columns – each designed for a specific function: ion exchange and filtration; resin washing; and resin regeneration. In the DeSALx desalination process, a cationic resin is used in the first stage to remove cations from water, while in the second stage an anionic resin is used to remove anions.
“Water produced using this technology has low total dissolved solids (TDS) and a neutral pH,” she further explains. “The system is regenerated with sulphuric acid and lime – both low-cost chemicals – producing a brine slurry saturated with gypsum.”
The Oman plant comprises two precipitation steps. The first is dedicated to precipitating antimony, arsenic and heavy metals using ferric chloride to remove them from the limestone scrubber blowdown, while in the second step a lime precipitation neutralises the acid quench blowdown and treats the brine or waste produced by the DeSALx system.
“Once the streams have been pre-treated in this way, they are fed into the dual-stage continuous ion exchange system to remove the high concentrations of calcium and sulphates,” Spagnuolo says. “This enables the reverse osmosis system to operate at these high water recovery levels.”
The water treatment plant, which produces 10 m3/h of potable quality water for re-use within the antimony recovery plant, also includes a Multotec filter press to dewater solid waste.
To achieve the optimal design, Multotec conducted a lengthy test work program at its dedicated laboratory in Spartan near Johannesburg. This included simulating the precipitation, continuous ion exchange and filtration unit processes on both a bench-top and laboratory pilot scale.
“These tests gave us the basis for our design, while confirming that the proposed process would remove the necessary elements down to the required levels,” she notes. “During the test work, we were able to simulate the effect of changing feed conditions on the DeSALx system – proving its ability to adjust effectively to these variable conditions.”
The project installation has been completed and commissioning is in progress, with final commissioning expected to be completed in Q4 2018.
As the main contractor for the project, Multotec worked with other water treatment technology providers to supply a complete water treatment solution. DeSALx is marketed and distributed by Multotec on behalf of its Australian partners CleanTeq Water.