










IM caught up with Gilad Cohen, CEO of IDE Americas, to get some insight into the subject:
Q What are the biggest issues regarding water management and reuse in the mining sector?
When looking on the mining sector we differentiate between water negative mines and water positive mines. Water negative mines are typically challenged with acquiring new sources of water using seawater desalination and maximising reuse. The amount of water available, and its quality, will impact directly the ore recovery rate of the mine, hence its performance. On the flip side, water positive mines do not have water sourcing issues and the challenges would typically be handling the discharge water streams from the mine, making sure it meets all of the compliance requirements and minimising the environmental impact. Regulatory compliance in general is also a significant challenge across the board when discussing water mining solutions. The ideal solution varies based on type of problem to be solved, type of ore being recovered, and location of the mine. Mine operators absolutely must look at each of these factors while choosing water reuse solutions. The ability to maximise the recovery of clean water and minimise the amount of brine is a key component in the ability to meet the mine treatment objectives, while minimising the overall cost.
As mining commodities have crashed and governments are providing stimulus dollars, what are other ways mining companies can look to save money?
Mining companies certainly need to focus on cutting costs, especially as the COVID-19 pandemic is causing disruption across nearly every industry and every region. Fortunately, mining companies are widely using water reuse methods already, which is a great start. However, the important factor mining companies must consider is what type of reuse is being used and how efficient it is. Efficiency in the water treatment system could be an effective cost reduction source. Better efficiency can be achieved by implementing solutions with lower energy and chemical footprints, while also focusing on the ability to adapt to changes in the water feed source.
Q What are the downfalls with thermal desalination, and what are other options?
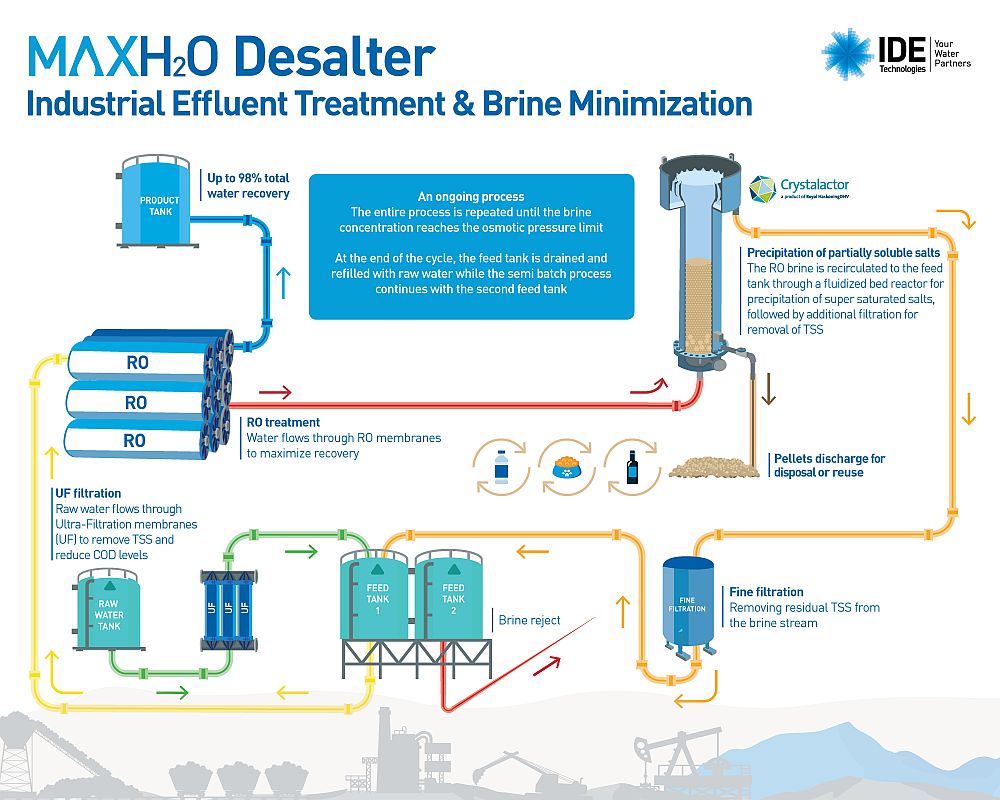
Thermal desalination has existed for over 60 years and has absolutely benefitted the mining sector. However, thermal solutions have a high CAPEX and OPEX price tag attached to them. In the past few years, new technologies, such as membrane-based applications, were introduced into the market, and are able to reach high recovery of water, replacing the majority of the role that thermal technologies played in treating the discharge effluent streams of the mine. IDE Technologies’ MAXH2O Desalter is a membrane-based reverse osmosis process that operates by recirculating treated water through RO systems and a fluid bed reactor, continuously precipitating supersaturated salts from the recirculated brine until maximum recovery is achieved and the membranes are at their limit of osmotic pressure. Through this process, effluent streams and brine recovery can be as high as 98%, while avoiding the use of thermal technologies. When comparing the cost, the energy of the membrane-based solution is 5-10 times lower than a standard thermal solution.
Q Mining has long faced environmental challenges, how can membrane-based water reuse lessen that impact?
Most of the environmental challenges of the mining industry can be mitigated with the use of an effective water solution. The challenge, however, is in doing it while having a viable cost (CAPEX And OPEX). Membrane-based solutions offer a cost-effective tool to minimise the flow of the brine stream or effluence stream the mine will handle, providing higher recovery percentages, meaning more water can be reused and less residual for discharge. Additionally, significant decreases in energy consumption lead to fewer greenhouse gas emissions and less contribution to climate change.
Additionally, in a recent blog post, IDE Technologies’ Matan Alper, Product Manager & Industrial Water Treatment specialist, also took on the topic of mine water treatment arguing that as water scarcity continues to grow more severe and environmental water treatment regulations are in flux, it’s critical for the mining industry to implement technologies that will reduce operational cost of water treatments and meet the required environmental targets.
“One of the most common, and difficult, challenges of mining water treatment is related to the treatment of sulphate-rich mining water and acid mine drainage, which is facing tightening regulation. The industry is required to reduce sulphate concentration below 1,000 mg/l, and in most locations even below 500 mg/l, all while maintaining efficiently and high recovery. However, existing technologies used by the mining industry to accomplish this can entail high operating costs, and can also have detrimental effects such as scaling and biofouling of RO membranes. To overcome these challenges and expand the current limits of mine impacted water treatment, the industry is seeking alternative technologies. For example, the MAXH2O Desalter Solution is a single stage reverse osmosis (RO) technology with an integrated salt precipitation unit that solves the challenges and disadvantages of existing technologies.”