









Power management company Eaton has launched SIMAS, which it claims is “the world’s first fully integrated IP-based voice, data, WiFi, interlock and automation system for underground industrial applications where rugged and/or explosion proof equipment is required.”
Christian Fimpler, Mining Program & Product Manager for Eaton says: “Working underground presents specific challenges when it comes to implementing adequate process control and safety measures. Automation is driving the need for more reliable and high-speed data transfer across multiple pieces of plant, but also reducing the number of personnel in any subsurface area – which makes timely and accurate communication of information more important than ever.”
He adds: “Eaton has applied its expertise in hazardous area communications to develop an integrated system that delivers the levels of process control that mining and tunnelling operations need, while upholding the highest safety principles. System designers, project engineers and end-users can choose to use any or all of the SIMAS integrated functions – and its modular design means it is simple to alter or extend the system as operational demands change.”
Applications for SIMAS (Safety Integrated Mining Automation System) include coal faces, belt conveyor transportation systems, water management and machinery automation, as well as communication along underground roads. Due to its scalability, SIMAS could be also used for shaft applications like signalling, skip or wagon loading.
SIMAS uses Ethernet to link the automation system components via a SMART connection. This network structure and a high data transfer rate of 100 Mbit means SIMAS meets all requirements for automation processes of equipment such as plow and shearer faces, conveyor systems, pump stations, etc.
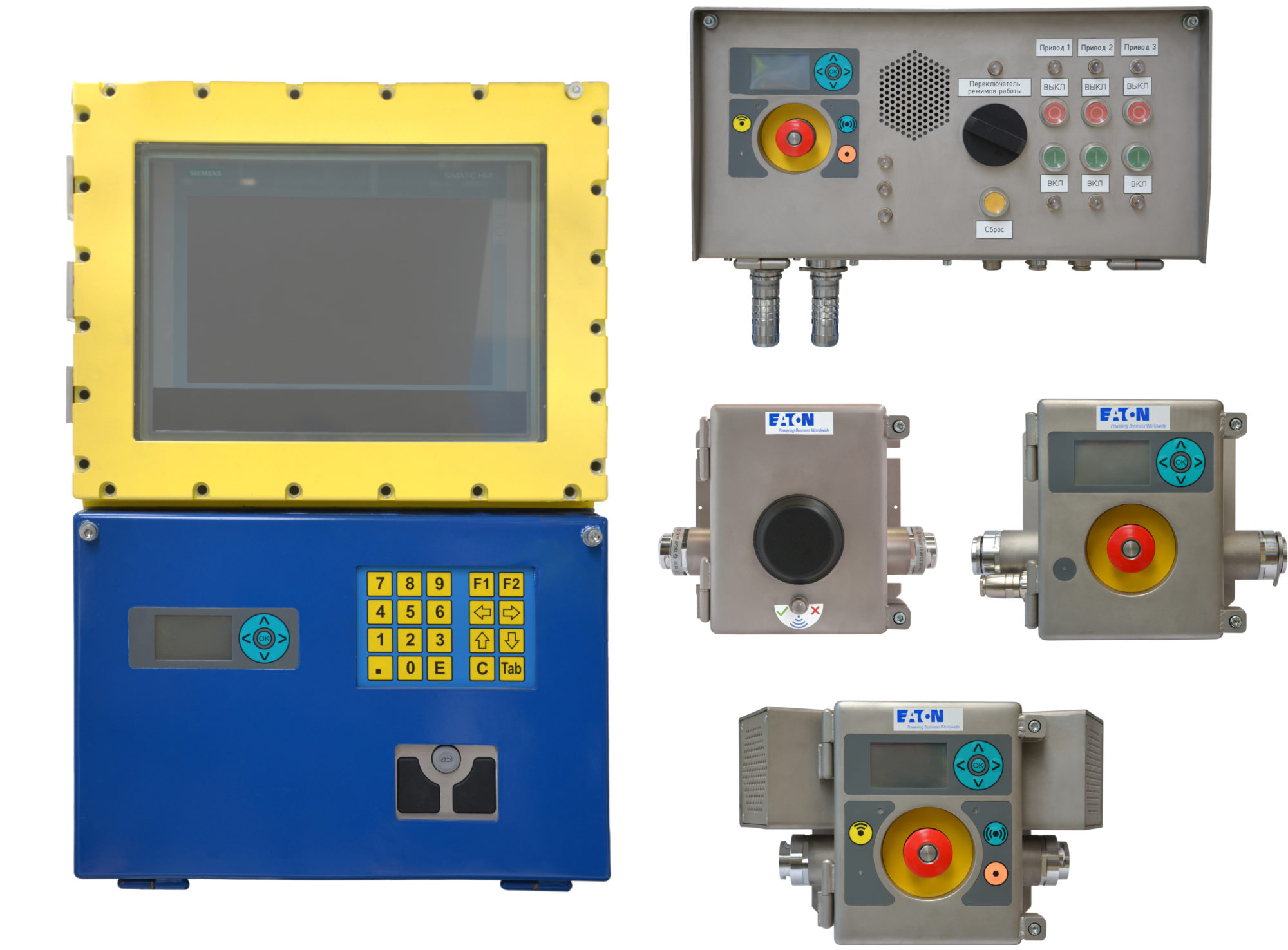
The SIMAS automation control unit channels all process-specific automation processes and acts as a communication point to the mine control station. It also allows a data link to third-party systems. Integration of a safety-oriented PLC with flatscreen display, function keyboard and button-entry mouse enables implementation of a control concept in line with IEC 61508.
A system control panel – complete with signaling devices, LCD colour backlit display, emergency stop button with interlock and speaker with audio functions – enables manual control of operating and conveyor equipment. A range of Ex i I/O modules and periphery modules complete the automation elements of the SIMAS system.
The emergency stop element of SIMAS comprises a control unit and a choice of emergency stop buttons, rope-pull switches and coupling devices. The control unit is used as a driver for up to two emergency stop lines. It displays operating and diagnostic data from the system as well as an overview of the devices connected to the emergency stop lines.
The control unit is connected to all devices on the network using a specially developed system line, which routes the emergency stop circuit, the power supply and the PROFINET communication. A factory-set ID allows identification throughout the SIMAS system.
SIMAS WiFi communication options include fixed point radio transmitters (with or without intercom), access points and emergency rope pull switches with integral intercom and access point. Future mobile options include mobile phones and tablets in IS housings.
A proprietary App, “SIMAS Connect”, is scheduled for development in the near future. It will enable voice connections and video conferences and address book functions, allowing both private connections and global communications. Authorisations for the mobile devices can be set on the communications server.
The overall SIMAS system is designed for ignition protection group ATEX group I M2. In addition, the emergency stop and shutdown facilities use battery backup to meet ATEX group I M1 in the event of a main power supply failure. In combination with a failsafe PLC, SIMAS also meets the requirements of functional safety in line with SIL2.