









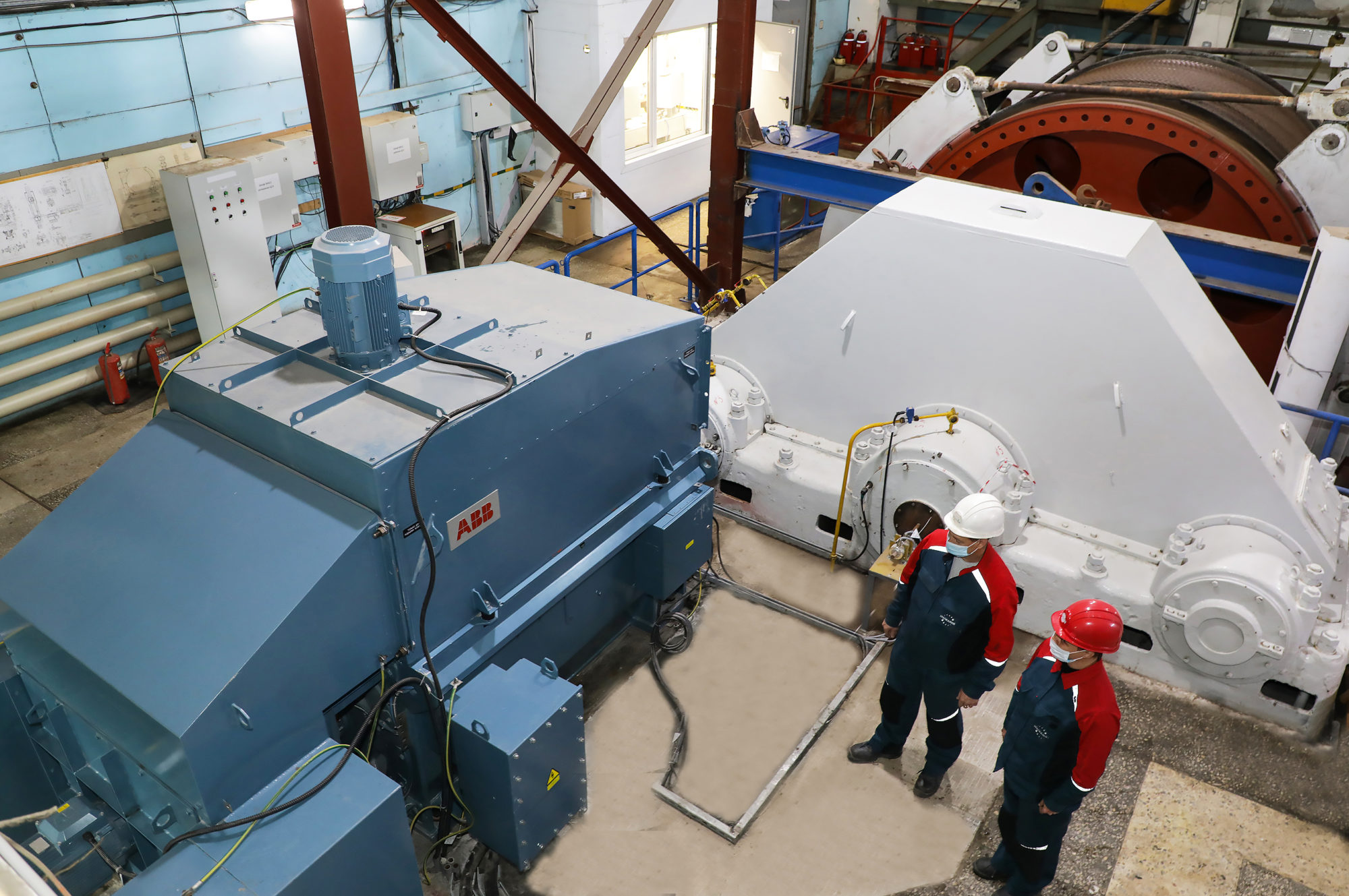
One of the leading global producers of potash, Russia-based Uralkali has five mines and seven ore treatment plants in the towns of Berezniki and Solikamsk, in the Perm Region, to its name. As IM discovered from an exchange with Eduard Smirnov, the company’s Technical Director, many of these operations are leveraging new innovations for safety, productivity and efficiency.
IM: In terms of automation, electrification and digitalisation, where is Uralkali making the most notable technological advances?
ES: Uralkali is focused on implementing new technology to make our operations safer and more efficient.
In 2020, we introduced the Geological and Mining Information System (GMIS), which is a single database containing all the necessary information about mine fields and surfaces (spatial data about objects, geological, geophysical and chemical parameters of rocks, data on plant facilities, etc) in order to plan and manage all production processes related to ore mining. The system provides full automation of geological surveying and mining operations, as well as reporting.

We have also introduced an alert system for mine personnel, which can warn miners through the rock mass using low-frequency electromagnetic pulses in case of an accident, as well as a system for positioning personnel and vehicles in mines with information output to the mine dispatcher’s console unit.
This positioning system includes zone readers with antennas, which are located at the entrance to the mine cage and at the exit from the cage at the bottom level, as well as in the mine shops; garage; petroleum, oils and lubricants depot; and explosives depot. These systems are also located along the transport and evacuation routes and monitor every entry to the panel in which mining is underway. The movement of vehicles carrying people is also monitored, including inside each vehicle.
When emergency response is activated, the mine’s central control room sees how many people and vehicles there are in the mine and how they move towards the shaft exit.
Among other systems that have been automated at Uralkali’s facilities are:
- the control of conveyor lines and hydraulic backfilling of mine voids;
- skip and cage hoist, batch plants, key ventilation units;
- gas calorifers (heaters), which are used for heating the air in the mine;
- re-ventilation systems; and
- boiler stations and gas turbine units.
Tunnelling machines are equipped with a Combine Condition Monitoring System, which, through wireless sensors of vibration, temperature, oil presence and oil contamination, collects and transmits data on the state of the combine units both to the main computer control panel and to an external information retrieval device (smartphone, flash card). Additionally, the system collects and transmits information about the technical regime of the combine. All collected information is then transferred to a common database to generate statistical and analytical reports.

Self-propelled vehicles and tunnelling machines are electrified and powered by high-voltage cable.
Wireless systems for continuous dynamic control of smoothness of movement of the lift conveyance have been introduced into the skips, which makes it possible to identify defects in the reinforcement on the specific tier of the shaft.
We have also installed a virtual reality simulator for personnel to train electrical shifts at our power substations.
IM: Are you using digital technology for both equipment maintenance and plant process control?
ES: We use wireless transmission of data from observation hydrogeological wells at different sites and level control in the dam of a pond.
We also use video monitoring for our technological processes, such as product loading into cars, wagons, control of dead spots, product distribution between bunkers and at remote sites, as well as for maintenance and construction.
Uralkali is also implementing a module for video analytics of wearing a mask when entering or leaving the cage.
QR codes are used for weighbridges for automatic transmission of data on routes and weight of the loaded product.
We have also introduced automatic data transmission to the Automated Transport Logistics Control System from all rail weighing systems and the generation of documents for shipment via Russian Railways. We also use automatic (sometimes wireless) data transmission from commercial gas metering units and an automated gas balance formation system.
A Mobile Wireless Vibration and Temperature Sensors System is being introduced as another example of digital technology.
We have launched a pilot test of the virtual mathematical moisture analyser for the furnace at one of our facilities to improve the drying process and introduced mathematical control models for steam boilers operating at optimal efficiency.
IM: When it comes to personnel safety, what systems do you have to reduce vehicle-to-person or vehicle-to-vehicle interactions in your mines?
ES: Personnel safety at our operations is our number one priority, and we use a number of systems to continuously increase our safety performance. For example, we use rear-view cameras for all vehicles, produced by Brigade Elektronics, SMD Company LLC and SPbEC-Mining LLC (more than 200 machines are equipped). We are also testing personnel safety systems in tunnelling machine areas, which are based on magneto generators and individual miners’ tags. These include two systems from Davis Derby and Mine Site Technologies (MST).