










Mines everywhere have been trying to sweat their assets – getting the most out of existing fleets. But a big part of this is also minimising unplanned maintenance related downtime. And here there are still wins to be made with new innovations – one of these which is just being commercially launched is the DustGuard™ Active Engine Protection System. Jason Green, President and CTO of newly formed company DustGuard™ told IM it is a “revolutionary new technology to provide real-time protection against engine damage from dust ingress.”
DustGuard™ analyses engine induction air using real-time optical sensors and smart technologies to identify harmful particles and alerts operators and remote maintenance supervisors of unsafe conditions. It prevents premature engine wear and catastrophic damage and saves operators money by preventing machine downtime and loss of production.
Background to development
But where did the catalyst to develop DustGuard™ come from? “Actually dusting, as it is referred to in the mining world, is a major industry issue – and is basically a colloquial word covering dirt and dust ingress to engines. We have spoken to numerous potential mining customers about this issue and came to know that for most large surface and underground mines, these types of events were relatively common for haul trucks but also dozer, blasthole drills, loaders, shovels and other units – any machines that are spending a lot of time in dust clouds. A typical number is the loss of one to five engines per year to dusting so equating to millions of dollars of hardware costs not to mention loss of production.”

Engine turbo damage due to dusting
Green says the way dusting has always been addressed and largely still is either via a simple visual inspection of ductwork, clamps, turbo hoses etc, during preventative maintenance such as during air filter changes. But the main way has been via oil analysis where dusting shows itself as a spike in silica from the engine taking in ambient dust. “The limitation of these approaches is that by the time you discover it, if it’s a serious dust ingress problem then it may already be too late – the damage is already done.” A small dust issue will cause reduced engine life while a major ingress can cause a failure in a matter of hours.
So as an innovative and independent engineering-based company, DustGuard™ thought it could come with a sensor-based fix to identify if combustion air had been compromised and mentioned the project to several mining customers in regions including China, the US, Latin America and Australia. “The universal reaction we got was that if you can figure the problem out, we’ll buy it.” It was clear it was an across-the-board problem for most hard rock mines and currently taken as an acceptable hit to lose a certain number of engines per year due to dusting as a ‘cost of doing business.’

Launch installation on 930E truck at surface mine in Wyoming
So why is it not something being addressed by the mining truck or mining engine OEMs? “The OEM focus has been on optimising air filtration technologies and engineering more robust induction air systems to assure a clean air supply to their engines. But once these machines are operating in the mining environment, issues can and do arise from both damage to induction system components as well as human error during maintenance procedures.”
Today, attitudes are changing – mines are all about sustainability, efficiency audits and saving every dollar from improved practices including those related to maintenance such as real time analytics with preventative maintenance telematics and the like. All to keep machines running longer.
Lastly on the market – who is the customer for DustGuard™? “It could be the mine itself, the contractor, or the local service company. Also, mining is not the only potential market – the development has started in mining but versions are also going to made available to machinery with engines operating in other challenging environments including agriculture, electrical power generation, forestry, construction, waste recycling and smelting. Some of these will need different versions as they are using smaller horsepower engines.”
The problem and the technology solution
Silicon dioxide (SiO2) is one of the hardest minerals found in nature. The ingestion of small amounts of SiO2 particles can cause rapid engine wear and damage as the particles are harder than typical engine metals. Severe mining operating environments can have dust that is up to 70% SiO2. Particles in the range of 2 to 22 microns pose the greatest risk to cylinder liners, rings and pistons. This range is known as the ‘Critical Particle Size’ due to their tendency to lodge in the oil film layer between liners and piston rings. “Because of the extreme hardness of the SiO2 particles, metals are rapidly degraded through mechanical abrasion and loss of hydrostatic lubrication. Depending on the severity of the induction system leak and ambient dust conditions, damage can occur in a matter of minutes.”

Damage to cylinder walls from dust ingress
Green told IM that DustGuard™ interfaces with the engine’s air induction system analysing up to four discrete air sample inputs to allow for determination of dust ingress location for engines with multiple turbo chargers/intake ducts. The air samples are analysed using laser light-scattering technologies using ruggedised sensors for severe environments. DustGuard™ determines particle size, quantity and concentration for each sample taken and uses advanced algorithms for analysis of real-time data and determination of unsafe conditions. On-machine and remote alarms are used to alert operators and supervisory personnel. These alarms are graded:
- Pre-Alarm Alert: indicates small induction system leak and risk of wear or damage from extended operation
- Alarm Alert: indicates large induction system leak and imminent risk of severe engine damage or catastrophic failure
- Fault Alert: indicates DustGuard™ system error service required
It can also be used for activation of third-party indicators or alarms and can even be used to shutdown unmanned machines via a connection to the ‘fuel stop’ solenoid or engine control panel.
OEM air filters are <100% efficient so some amount of trace particles will always be present. DustGuard™ prevents nuisance alarms by allowing the user to adjust system sensitivity. It also allows users to customise pre-alarm and alarm setpoints based on OEM-specified limits, application specific requirements and/or baseline ‘clean air’ particle levels. The system is compatible with third-party machine telematics systems using CAN J1939, Modbus RS485 or Modbus TCP. Optional DustGuard™ telematics can also use a cellular or satellite (SWARM) network.
 Response to an alarm
Response to an alarm
Green said in response to an alarm, the operator should reduce engine power as soon as possible and stop the machine in a safe location or condition. Mechanics can then be dispatched to find and repair any induction system leak or leaks before the engine is restarted. “Shutting down the engine as soon as possible after detection is critical to preventing damage as dust ingress damage is a function of time, particle concentration and engine power.”
One of the advantages to the system is that it has a simple retrofit process using standard shop labour skills with no special tools required. DustGuard™ can be installed during a typical PM service with setup and commissioning just requiring a laptop computer or smartphone interface. No engine modifications are required for installation with no drilling, tapping or machining required. Induction air samples are taken from pre-existing ports on engine or charge-air cooler. OEM air pressure/temperature sensor ports can be used for air sample locations and auxiliary ports are often available. does not impact engine performance. DustGuard™ does not require interface with engine or machine controls and only needs a 12 or 24 VDC power supply.
Progress so far and future potential
After two years of development that included both bench testing and on-engine validation, the first commercial spec DustGuard™ system was installed on a Komatsu 930E truck powered by an MTU 16V4000 engine in August 2021 at a surface mining operation in Wyoming, USA. “This particular mine recently had a number of dusted engine incidents so there was a real interest in our solution. From a telematics standpoint, they gave us access to their radio mesh network giving us really good communications and allowing us to coordinate in real time on the data.” A second DustGuard™ system is also set to be installed on a Cat D11 dozer at a coal mine in Australia, while a third is being fitted to a 2 MW electrical generator powered by a Cat 3516 V16 engine at a surface mine in New Mexico. In addition to these initial pilot projects, the company is also working on a larger demonstration on approximately 15-20 engines powering various machinery at a large surface mine in Uzbekistan. Another interesting aspect of market interest is from companies operating AHS fleets. “These trucks are running for longer periods without shift changes and there is no operator onboard to give feedback to maintenance personnel.”
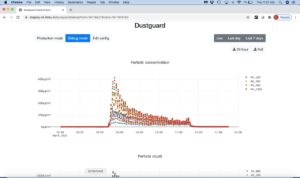
DustGuard™ user interface screen
Finally looking to the future, in addition to the DustGuard™ System for engine protection, the company is also developing a sophisticated, standalone dust monitoring system for mining machine cabs focussed on operator safety. “The product is called ‘CabGuard’ and will allow for real-time monitoring and alerting of operator cab air quality along with temperature, humidity, vibration carbon monoxide detection and pitch/roll state – the complete cab picture.” There is a lot of interest here too – even from mines using the latest positive pressure state of the art cabs, where it could act as a back up indicator in case of a failure in the cab systems. And like DustGuard™, CabGuard is designed for wireless connectivity via Bluetooth and WiFi. In addition to onboard telematics capability, the technology can also link to existing data systems via CAN or Modbus.