









To get a detailed insight into Accenture’s capabilities in helping shape mining’s future in terms of advanced data insights and analytics, IM Editorial Director Paul Moore took some time to catch up with Constantino Seixas, an Accenture Managing Director and Latin America lead for Industry X Digital Manufacturing and Operations. The company sees the value of a connected mine in digging deep into the wealth of data available across the entire value chain to provide integrated, end-to-end situational awareness and systemic management, and it has been one of the leading companies helping mines progress from structuring through to implementing data-led transformation with AI front and centre
Where does Accenture see the future of mineral processing in terms of the industry moving to greater use of AI and machine learning?
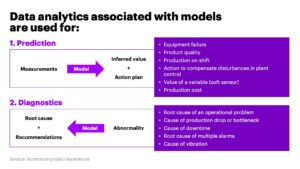
Data analytics is essential to mining activities. Almost all mining companies implemented data historians more than a decade ago and accumulated huge quantities of data from all production processes, including those in the mines, concentration plants, smelters, refining units and logistics – including ports. However, very few companies are using this data to its full potential yet. Data is fundamental to understanding process behaviour, identifying operating patterns, detecting where the bottlenecks are, calculating variability, predicting quality and asset failures and for root cause analysis. Absolutely every unitary process in mining will benefit from data analytics, automation and artificial intelligence (AI) technologies. If you are drilling, you can capture much more data than before, including for example on the rock hardness, based on the drill torque, and rock composition, using new instruments that are able to characterise the ore. After blasting, the fragmentation can be analysed by image processing, using drones, or by measuring rock size distribution inside the shovel bucket. This improves possibilities in optimising fragmentation and selecting the ore that will be fed into the concentration plants; that is part of the precision mining concept. Of course, all of that depends on determining the exact position of mining equipment, using a high-precision Geographical Positioning Systems (HPGPS), and having real time connectivity. Safety applications also depend on data analytics. Video analytics can detect the presence of operators in the plant red zones, workers positioned under a hanging load, and the level of fatigue of truck drivers or crane operators, to name a few examples. New sensors are used to monitor tailing dams and this data is analysed by real-time algorithms that can detect an alarm condition. The mining industry is using AI in building models to make inferences about the future state of a system, or to create diagnostics to find the root cause of an anomaly.
Constantino Seixas, Accenture Managing Director and Latin America lead for Industry X Digital Manufacturing and Operations

What processes do you go through with customers to help them achieve a transformation in their data analytics using AI?
The areas in which AI can be applied are manifold. Accenture is using AI in production planning, fleet dispatching, process control, quality forecasting, instrumentation data validation, creation of virtual sensors (soft sensors), asset failure prediction, multi-plant synchronisation and product-blending optimisation, to name but a few applications. In all cases, value realisation can be measured. Achieving a good result is the expected consequence. Sustaining the result is another story and depends on defining permanent optimisation programs. Accenture also deploys data-driven consulting in its day-by-day activities. When consultants are visiting a plant, they collect data that helps to understand if there are opportunities for improvement and invariably there are. Suppose the team is visiting a concentration plant and collecting flotation plant data. By studying the variability in flotation recovery and in fine copper production, it is possible to measure the productivity gap and to estimate the benefits to be achieved from addressing this.
In some cases, the journey begins as an ad hoc problem-solving project, with the client facing a challenge to understand a quality, production or maintenance problem and we then help them deploy data analytics to solve it. From this experience, the client learns about the power of data and understands that the data they already have is an asset to be explored. Accenture can then structure a data-led transformation roadmap, showing all possible applications of AI across several key dimensions: operations, maintenance, asset management, logistics, sales, procurement and HR, to name a few. Accenture and the client can then collaborate to prioritise the projects and define a roadmap for implementation. One of the first steps in this process is the definition of the data analytics platform. It will collect data in a data lake and supply data analytics tools to extract knowledge from the data.
In general, the client already has data in a historian such as Osisoft-IP, Aspentech IP.21 or IBA, which can be used to generate immediate results. When focusing on any program, we can also detect information gaps – things that are not being measured – because there is no instrumentation, or the instrumentation is there, but there is no connectivity with the historian and the data needs to be collected manually. Part of the data-led transformation roadmap involves creating an infrastructure, involving edge computing and the cloud to collect all the necessary data for each prioritised program. Edge computing is used to process data locally. If the objective is to measure bubble size, speed, collapse rate and colour in flotation, it is better to process the information close to the site and edge is optimal for this purpose. If the objective is to use deep learning that requires more powerful processing and a GPU, the image can be sent to the cloud to be processed there.
Suppose that, during the construction of the data-led transformation roadmap, tailings dam management is selected as a program. Data from piezometers, inclinometers, water level sensors, flowmeters, radars, seismic sensors, robotic total stations, and GPRs (ground penetrating radar) will be needed to feed the data lake, as well as images collected by fixed cameras and drones, InSAR satellite information and data from geotechnical inspections. It is possible that not all this information will be available, and firms must continue to evolve their capabilities until it is possible to gather all necessary data in a reliable way, reducing manual data input.
For automated data, coming directly from instrumentation, it is common to build a data validation layer that is called a data integrity engine, on top of the data historian or one level above, to check if the acquired data is correct. Univariate and multivariate algorithms are used for data validation. To clarify, if an instrument is always indicating the same value and that measurement is frozen, the instrument would then be selected for local inspection. An algorithm that calculates the standard deviation of this measurement can detect the problem automatically. Smart instruments facilitate the diagnostic and are able to inform the user about multiple abnormal conditions. In fact, data analytics verification works in any condition, even with non-intelligent instrumentation.
Accenture supplies all services for executing this kind of program, including those associated with instrumentation, communications infrastructure, edge computing and cloud, historian and applied intelligence. We deploy data engineers with deep mining expertise who can contribute effectively, bringing knowledge from their wealth of previous experience. Most of the mining companies are also structuring internal data analytics teams inside their IT department, or as an independent entity, closer to their operations. Accenture provides a collaborative program to support those teams. This includes theoretical and on-the-job data analytics training that speeds up deployment of the client’s internal programs. Accenture also provides services to sustain those programs so the momentum won in the project phase will not be lost.
Can you give an example of how you have been able to work with clients to add value using real time data analytics?
Accenture developed a solution that identifies several abnormal behaviours in the zinc electrowinning process, based on real-time measurements. The normal way to identify a short circuit in a pot line is to detect a hot spot that represents the short circuit point where a kind of polypus will short-circuit anode and cathode plates. To make this detection the operator typically uses a manual infrared scanner and needs to walk on the top of electrolytic cells. However, Score Zinc, the system developed by Accenture, detects this as well as other potential problems, based on pot voltage, electric current and temperature measurements. This system then alerts personnel to an abnormal condition and indicates where the problem is located, saving time and reducing the fault duration. This improves the current and energy efficiency in the pot line. A model, or digital twin, is used to compare the normal and bad electrolysis behaviours and is the crux of this solution.
What unique strengths do you bring to mining and mineral processing customers and what are your differentiators?
Accenture delivers end-to-end value. We help in all project phases from conceptual design to value realisation. Given any business situation, Accenture will look for improvement opportunities. Accenture is an agnostic company, meaning that we can deploy any technology, product, or application according to client needs. We have alliances with most technology providers, and we are trained in their solution suites. Accenture can deploy any ERP or cloud platform and we have thousands of trained people in each technology. Depending on the client’s choice, it can sometimes happen that we don’t have a trained team in some product or technology in a certain geography or that all our team members are already working on another project with another client. In this case, it is very easy to train another team in a new product, because for an expert in a certain area, migration to another product brand is very straightforward.
What differentiates Accenture when supplying a solution is the industry knowledge that we bring and our internal ecosystem that allows us to benchmark our solution to what other colleagues are doing with leading clients all over the world. When we talk about doing data analytics inside a remote operations centre, for example, we bring the experience of 25 previous projects, most of them in the mining segment. We deploy all solution layers from instrumentation to ERP, including robotics. For a decade now, Accenture has been building the broadest suite of engineering and manufacturing services, which we call Industry X. We have acquired almost 30 companies to help clients with their core operations. Recent examples include Pollux, a provider of industrial robotics and automation solutions in Brazil, and umlaut, an international 4,200-people company providing engineering consulting and services.
How far off is a true autonomous mineral processing plant in your view with only minimal maintenance inputs?
This horizon for achieving a truly autonomous mineral processing plant is not very far away. Mining companies are very eager, when it comes to adopting autonomous systems. We have already seen several companies implementing autonomous drilling, autonomous hauling, autonomous train loading, autonomous stacking and reclaiming, autonomous sampling, to name but a few applications. Some of these not mature yet as solutions, but are being deployed. Autonomous ship loading will be the next big focus. Maintenance is still a laggard when compared with operations. Most miners already have condition-based maintenance in place, and several are implementing predictive maintenance that will reduce unplanned downtime and reduce maintenance costs, but it is important to emphasise that self-healing plants are just a dream right now. Mechanical equipment requires maintenance. Robots can perform some functions like exchanging fabric filter elements of a press filter, yet they are not able to replace people in all maintenance tasks, as it stands. There are very good examples of advances in automatic equipment monitoring, however. Today, a small wireless box can be used to monitor a motor in real time and detect more than a dozen possible problems in a centralised way. 5G has also arrived, connecting everything in a mineral plant. This will drastically reduce the cost of implementation of digital solutions. When it comes to people safety, operations, maintenance and logistics, all will be positively impacted by the convergence of AI and improved connectivity.