









Mineral processing has evolved hugely in recent years, enabling mining companies to tackle lower grades and more challenging ores. But a lot of this has been achieved by increasing efficiencies through more refined designs of what are fundamentally the same basic processes that have been around for many decades and in some cases over a century, whether that be crushing, flotation, thickening or filtration. It isn’t often that you see a real step change in the mineral processing industry in terms of a completely novel solution.
But CiDRA Minerals looks to have done that with its novel P29 Technology™ platform, named after 29, the atomic number for copper, as it is in the copper mining industry where much of its initial potential and focus. The technology was recently referenced in an article from McKinsey titled ‘Bridging the copper supply gap’ that stated: “The system is based on the development of an innovative new material that acts as a so-called copper sponge, attracting and holding mineralised particles based on the same hydrophobic properties that cause them to float during flotation. Unlike systems that take effect further downstream, grind-circuit roughing offers the possibility of directly reducing the recirculating load in ball mills, increasing ball mill throughput by as much as 20% at a constant grind size.” It adds “Operators will need to decide how to take the dividend of increased ball mill efficiency, which could be seen as an opportunity either to drive throughput or to reduce grind size and increase recoveries at a constant throughput. The optimal choice will depend on the properties of the ore body and the existing configuration of the processing plant. However, even with allowances for further cleaning of the concentrate pulled by P29 and consideration of other common system bottlenecks, grind-circuit roughing could add 1.2 million to 4.6 million metric tons of annual copper production by 2032.”
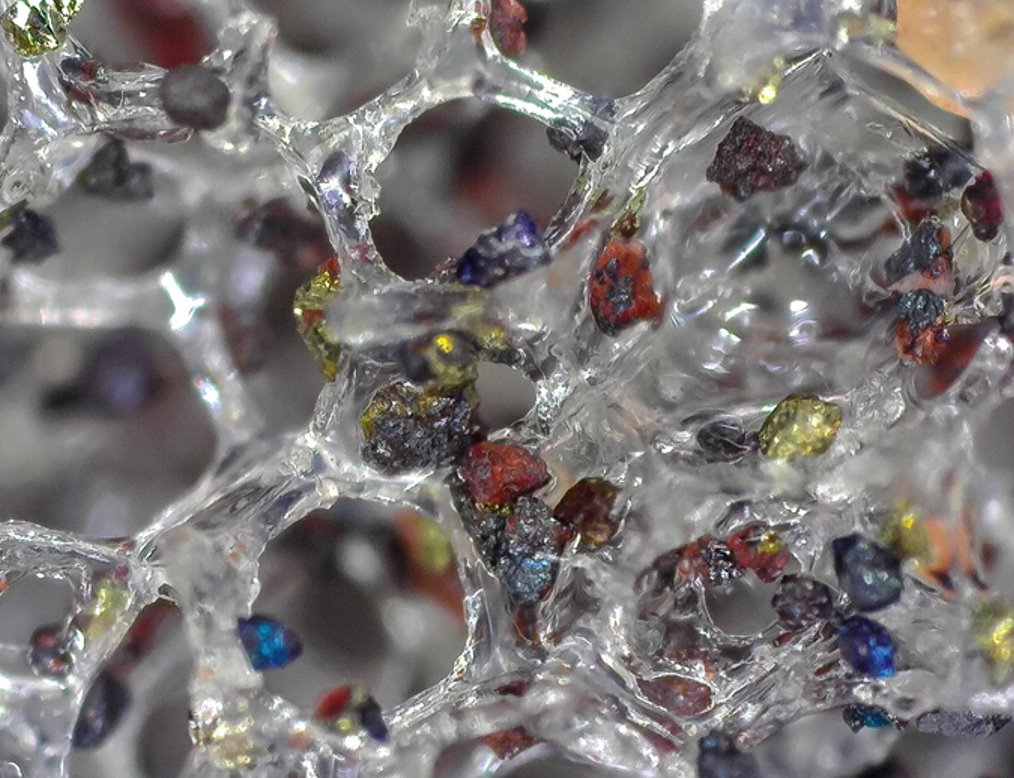
Using a media as a substrate
So how does it work in detail? The technology, methods and potential are detailed in a new white paper just posted by CiDRA. IM also spoke to Bob Maron, CiDRA Chief Commercial Officer for more detail on the technology and its potential: “It started out with us looking for an alternative to conventional flotation. How could we capture particles better than the current flotation technology with bubbles, which has been around for over 100 years? It involves the use of a media as a substrate. We started with spheres and it has evolved into using an open cell polyurethane foam in 12.5 mm cubes. An engineered hydrophobic coating is applied to the substrate enabling it to attract hydrophobic particles in the same way that a bubble does. However, it does that much more strongly than a bubble; it doesn’t burst like a bubble; and because it is open cell foam, the amount of surface area per unit volume is much higher. The substrate foam we use is in the form of small cubes which is mixed with the ore slurry in a rotating drum. The slurry penetrates around and through the foam and contacts the foam surface and the reagent chemical, similar to that used in flotation, attracts the hydrophobic particles.”
Maron says it is also very different to dense media separation which still uses an air-water mixture – P29 has no separate air (or water) input – just the coated foam media and the slurry. “By using this media substrate with an engineered coating, we can control the attraction and the holding of the particles separately from its transport and release. This is in contrast to a flotation bubble that has to attract the particle and then transport it without losing it, plus finally release it. This is all subject to the fragility of the air bubble. The attraction forces are not that great, and the bubble can break. Particles can fall off plus the buoyancy of the bubble is limited if it is overloaded with particles. The flotation process also suffers from hydraulic entrainment of free gangue particles which can have a significant impact on downstream processing requirements. P29 eliminates all these flotation limitations. This is because the attraction force is extremely strong which also means you can transport it easily without losing those particles. The final separation is done via a biodegradable non-ionic surfactant, which breaks the hydrophobic attraction. P29 provides the ability to use engineering levers to control and optimise each step of the mineral separation process independently. It can also recover both fine and coarse particles, whereas in flotation different cell types are being used for these separate duties.”
Recovering a coarser grind
Given the global demand for copper and the push towards ‘greener minerals,’ the higher value proposition currently for P29 is to recover very coarse particles – much coarser than can be currently recovered via flotation, up to 3 mm. So, while the technology has the potential to replace flotation in theory, CiDRA Minerals is starting by addressing the most immediate application that can bring the highest value to its customers and so has developed a novel mineral separation solution called Grind Circuit Rougher™ (GCR) which leverages the P29 Technology™ platform (P29).
This can take a significant stream of coarse particles from the hydrocyclone underflow that would normally go back to the ball mill and recover those particles that have some valuable mineral content, down to very low copper grades. The rest of that gangue can then be rejected, and those copper bearing particles can go through a light regrind and then onto final concentrate. You are saving volume of material going through the mill and therefore making significant energy savings. The 10-20% of the material you are taking out of the mill feed can then be replaced by fresh feed. It also means that the stream that is going to flotation is a bit finer, so the flotation plant becomes more efficient with higher recovery.
OZ Minerals and CiDRA recently commissioned a front end engineering and design (FEED) study for a full-scale implementation of CiDRA’s Grind Circuit Rougher technology at the Carrapateena mine to remove coarse material from the grind circuit circulating load, enabling an increase in plant throughput. Worley, a global project delivery and asset service provider, will provide front end engineering design services (FEED) for the project. OZ Minerals is an ideal lead customer for GCR as the mining company has long been known for being open to innovation. An additional agreement covers a demonstration plant at OZ Minerals which other miners will be able to come to and review. CiDRA is also working with a couple of copper majors who are keen to look at how P29 can help their mines increase their throughput and maximise recovery.
Maron adds: “For several years we have been doing campaigns of laboratory tests for a number of mine operators – many of them in Chile given the size of the copper industry there. GCR has been proven in the field at both a lab scale and at a pilot scale, though the successful field pilot happened to be in a scavenger application where P29 also works well, it is just that the greater value proposition is in its use with GCR.”
IM also spoke to Mark Holdsworth, now CiDRA VP Application Development but previously having held numerous mineral processing excellence and innovation roles at Rio Tinto over a 22-year career with the global miner. He commented on P29: “P29 can replace flotation so it is no exaggeration to say that it represents a new branch of mineral separation. It is also engineered so we can optimise collection, transport and recovery independently. The launch GCR application has the ability to reduce grind energy by up to 50% because it can recover such large coarse particles. The P29 process has a very short retention time, low mass yield and high upgrade ratio. In terms of the future path, right now it is tuned for anything you can recover via sulphide flotation but because it is effectively a solid to solid interface we have the potential to do R&D chemistry to enable recovery of minerals that cannot currently be recovered via flotation today and therefore unlock previously uneconomic orebodies. Flotation is limited by reagents that have to be dissolvable in water and this really limits your chemistry scope. P29 has the potential to selectively recover or significantly reduce entrainment of deleterious minerals that are associated with copper in many major deposits. It is not a leap to say that P29 will be an important part of the concentrator of the future – less energy, less water, better water recovery, and engineered recovery mechanisms on metals bound up in minerals that aren’t economic today.”
This novel technology has been specifically designed to help address many of the critical challenges facing the mining industry and is covered by a broad patent portfolio of the core P29 technology and its application space. Lower head grades, harder ore, rising energy costs, scarcity of water, forecasted base metal supply deficits, and the drive towards greener mining is forcing the industry to adjust. P29 has the potential to unlock the copper that the world needs, particularly to feed electrification via battery power.
The foam substrate can be engineered with different pore sizes and the media can be tailored for the particle size distribution for the specific application. The pore size in the media defines the available surface area for mineral attachment and is analogous to the bubble surface area in froth flotation. The advantage of engineered foam media as a mineral collection mechanism is that it can be optimised for durability, surface energy, compliance, and flexibility, as well as the shape and size of the media. The industrial reticulated foam is coated and cured through industry standard processes; the cured foam sheets are then cut into cubes and vacuum packed for shipping.
The contactor is a simple mixing device designed to contact the mineral slurry with the collection media. Embodiments of the contactor are a sump/pump and pipe or a horizontal rotating drum. The circuit configuration will be a function of the feed slurry mineralogy, rheology and application space.
The loaded media is separated from the slurry via a screen, either attached to the end of a horizontal drum contactor or as a standalone vibrating screen. A recycled water rinse is used to remove the entrained gangue from the media which results in high upgrade ratios and low mass recoveries. The media is dewatered prior to the mineral removal stage with either a vibrating screen or a ‘low g’ basket centrifuge. The mineral is removed from the media by passing the loaded media and release agent through a series of disc pumps. The release agent used in the mineral removal stage is reclaimed using a centrifuge or nano filtration stage. The reclaimed release agent is returned to the process.
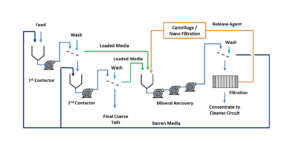 Simple flowsheet of the CiDRA P29 technology process where each of the unit operations are performed with industry standard equipment
Simple flowsheet of the CiDRA P29 technology process where each of the unit operations are performed with industry standard equipment
Its potential application space is also impressive. P29 can be applied to any current froth flotation application and importantly operates with a wider operating window than froth flotation-based technologies, most noteworthy at a very coarse particle size with no feed preparation requirements. This versatility in operability enables an ESG friendly technology platform with a broad application space such as in existing operations with GCR but also as part of brownfield expansions, coarse flotation scavenging, flotation tails scavenging, cleaner scavenging and tailings reprocessing. It can handle a wide range of particle sizes at high percent solids with minimal feed preparation. In greenfield mines it can radically decrease the footprint, water usage and power requirements with a coarse tail plus marginal deposits become profitable.
Ultimately P29 has the potential to deliver an extra 3 Mt/y of copper with the existing grind circuit assets currently installed across the mining industry, or about 50% of the predicted 2030 supply deficit. This is delivered by the ability of P29 to recover coarse particles from the grind circuit circulating load at traditional flotation recoveries unlocking energy in the grind circuit that can be utilised for increased throughput and/or reduced grind size, thus reducing the grind specific energy and carbon footprint of a ton of metal produced. Coarse particle recovery with a throw away coarse particle tails stream unlocks increased water recovery from the plant tailings, significantly reducing the water requirements for the mine. A coarser tailing also enables new and safer designs in tailings impoundments and in a greenfield application tailings could be dry stacked, eliminating the need of a tailings dam. The reduction in energy and water requirements per tonne of metal produced results in a potentially reduced carbon footprint, and in a greenfield application the indicative energy requirements for the grinding circuit can be up to 50% lower than current designs.