










The conveyor technology experts at Martin Engineering are responding to the US Mining Safety and Health Administration’s (MSHA) new dust emissions final rule by offering simple, make-sense solutions for staying compliant.
Often, these rule changes cause a ripple effect internationally and serve as a template for similar policies worldwide. Martin engineers have dedicated years to reducing conveyor-borne dust by designing accessories and engineered solutions that improve workplace safety and production efficiency. In this article, Martin Engineering experts offer field-tested advice and methods that have delivered measurable results for mines and bulk handlers around the world for decades.
On August 1, 2024, the MSHA final rules came into effect. MSHA measures the dust personal exposure level (PEL) in a time weighted average (TWA) by a personal dust monitor carried by trained workers throughout their eight-hour shift. The volume is measured in micrograms (μg) in cubic meters (cubic metres). The final rule establishes a new PEL of 50 μg/cu.m for a full-shift exposure, calculated as an 8-hour TWA, and an action level of 25 μg/cu.m. These standards also apply to miners diagnosed with or showing early signs of pneumoconiosis (aka – black lung).
MSHA mandates operators seek to install or repair equipment that offer engineering controls which control or eliminate sources of dust. This is supplemented with administrative controls (signs, policies, etc). Temporary personal protective equipment (PPE) is also required for exposures above the PEL but is not considered a long-term solution.
Conveyor loading zones
Conveyor belt dust is largely generated at the loading and discharge zones. Passive dust reduction means no machinery or electricity such as air cleaners, pumps or HAVC are needed. Passive dust reduction strategies include:
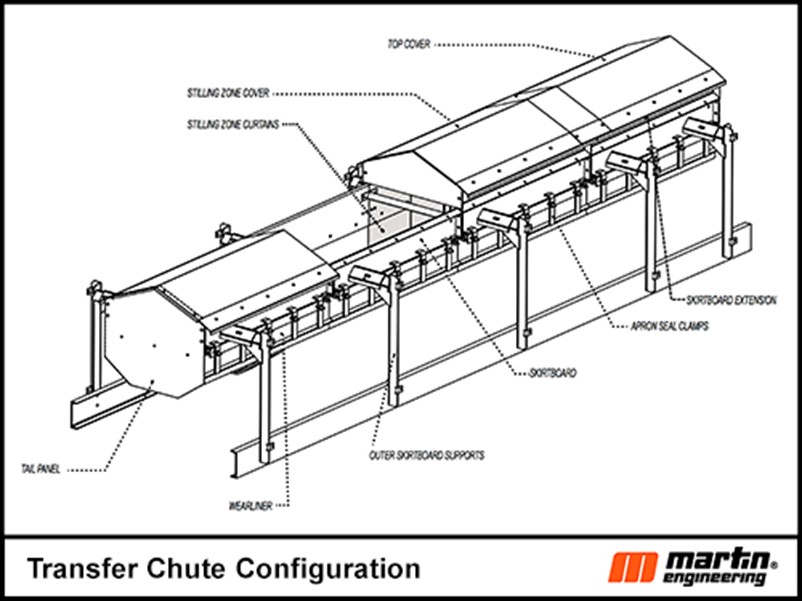
- Fully enclosed transfers – Completely enclosing the loading, stilling and settling zones contain the dust. Items like dust curtains and dust bags control airflow and capture dust;
- Shorter or sloped loading – Transfer chutes that minimise the impact of cargo on the belt reduce the amount of turbulence and volume of dust within the loading zone;
- Belt training – Belt training when entering and leaving the loading zone ensures centered belt loading and minimises material shifting. It also controls belt drift for less spillage and dust along the run; and
- Preventing belt sag between idlers – The belt can dip slightly between idlers, creating gaps that release dust and fines. Using an impact cradle with shock-absorbent polyurethane bars reduces strain on the belt and creates an even belt plane. Cradles can extend along the entire length of the stilling zone.

Lower belt speeds
Many sources suggest belt speeds of 2 m/s or less for reducing dust generation. However, with lower belt speeds, the belt width must increase to convey the same tons-per-hour creating a capital cost vs operating cost dilemma. The Conveyor Equipment Manufacturers Association (CEMA) Classification and Definitions of Bulk Materials (ANSI/CEMA 550-2003) lists miscellaneous properties of bulk materials that benefit from lower belt speeds:
- B-1 Aeration-Fluidity;
- B-6 Degradable-Size Breakdown;
- B-8 Dusty; and
- B-20 Very Light and Fluffy
Idler spacing and belt tension
Managing belt tension so the sag between idlers is minimised reduces the number of escape points for fugitive spillage and dust from material trampling and splash. Splash is material spread after impact on the belt during loading. Material trampling is the particle-to-particle movement created by the change in the bulk material profile as it goes over the idlers. The higher the belt tension, the lower the trampling loss.
Similar to turbulent air caused by impact, at a critical speed, bulk material moving over idlers loses contact with the belt at the idler and is launched into the air, falling back onto the belt at a slightly lower speed and releasing dust. Keeping the belt sag to 1% between idlers is a frequent specification.
Idler spacing is critical to controlling belt sag. To reduce gaps where spillage and emissions can escape and retain an even belt profile in the loading zone, idlers should be placed as closely together as possible. Outside of the loading zone, CEMA has some recommendations based on volume and belt width.
Best practice: Enclose the system
The amount of dust that can become airborne is directly proportional to the volume and speed of the airflow through the transfer point. If the openings in the chute work are restricted to the practical minimum, the inward airflow is restricted. A useful dust control strategy is to capture the material shortly after discharge and keep the stream coalesced as tightly as possible to reduce induced air. Extend enclosures apply dual skirting to seal the enclosure and use dust curtains to control airflow and allow dust to settle back into the material stream.
Martin Engineering concludes: “Conveyor transfer points have a history of being drafted rather than designed. Design tools and material flow modelling software helps reduce dust emissions in the transfer point design phase. How the conveyor is operated and maintained also has a significant effect on dust generation and release. In initial conveyor system designs, emphasis is commonly placed on maximising production. But experts recommend operators engage in feasibility studies on how the conveyor systems create and emit dust with the goal of improving air quality and workplace safety while still increasing operational efficiency.”