









ANDRITZ AUTOMATION, a global supplier of solid liquid separation equipment, automation tools and services, will be exhibiting at MINExpo and has an interesting new application report that demonstrates some of its capabilities. Compass Minerals wanted to bring its new sulphate of potash (SOP) project to full production without errors and with minimal delays. To accomplish this, the company not only relied on the power distribution and control system supply from ANDRITZ AUTOMATION, but also simulation-driven engineering and training to ramp-up quickly and reduce project risks.
The SOP project near Ogden, Utah, included a new crystalliser and compaction plant. Installing and commissioning the new equipment alongside existing operations required an innovative approach to managing the aggressive schedule and integrating the contributions of several equipment vendors, explains Hardesty Grover, Senior Project Engineer.
Part of the reason that ANDRITZ was chosen, according to Grover, was its extensive experience in controlling and simulating potash processing plants and its ability to integrate various automation solutions such power distribution, control system logic, and operator training into one package.
“We also came to learn that ANDRITZ has some innovative approaches to engineering, such as dynamic simulation, that minimized design errors and lowered our overall project risk,” Grover says.
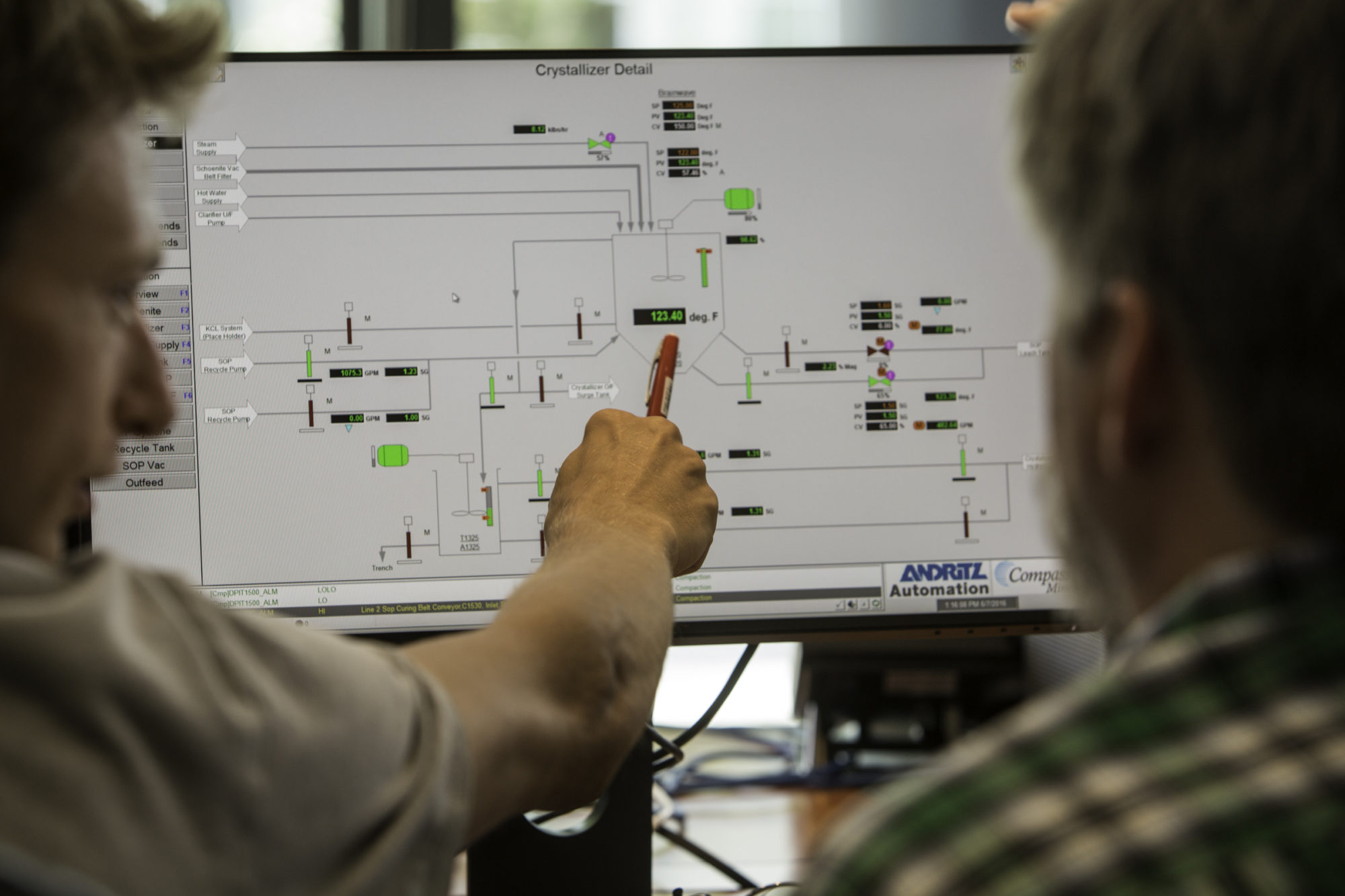
As part of the scope for the Ogden project, ANDRITZ AUTOMATION validated the process design, designed and supplied the control system, and created the simulator-based operator training system. Power distribution (E-House), motor control equipment, and its patented BrainWave advanced controller for the SOP crystalliser were part of the delivery.
Integrated with the control system was the company’s IDEAS Simulator. In addition to being used as a ‘virtual plant’ for training operators, the IDEAS Simulator was used to verify and test the crystalliser and compaction processes as well as the control logic (including advanced control of the crystalliser) before start-up. With ANDRITZ AUTOMATION combining the electrical distribution and motor control centres, the entire system was pre-tested, resulting in a single, fully integrated control system that was ready to operate from day one, according to Matt McGarry, Director of Strategy for ANDRITZ AUTOMATION.
“Upon start-up, the control system was fully debugged and integrated,” McGarry notes. “There was minimal impact to existing operations. The simulator accurately predicted the crystallizer’s behaviour and was also used to model the compaction process. It also was a major tool for operator training.”
Compass Minerals wanted to ramp up the production of SOP at its Ogden facility. As Grover explains, “Like every project we undertake, our goal was to ramp up to full production safely and with minimal delays.”
The ANDRITZ simulator-based engineering was an innovative way to minimise start-up risks and reduce implementation costs, as well as predict and plan for any impact on existing operations. In addition to simulating the process and equipment performance, the IDEAS Simulator was used to perform P&ID validation (confirming the key process variables related to control and related to the process chemistry), and guide operator training. It also informed the development of the process controls, which included configuration of the BrainWave advanced control system that automated control of the crystalliser.
“This tool helped us minimise errors and uncertainties, as well as reduce costs,” Grover says. “Simulator-based operator training helped us bring operators up-to-speed in a safe, virtual way before the project even started up.”
Before selecting equipment, Compass Minerals performed many tests: both at vendors’ plants and at the Ogden site with the actual process flows. One hydrocyclone vendor came to the site and did some testing. “They presented us with curves of percent solids in overflow, percent solids in underflow, and yield,” Grover says. This same data was run through the IDEAS Simulator for validation.
“Our simulator presented some discrepancies of the percent solids in the overflow,” McGarry says. “It was not major, but our validation predicted that the performance would be better than what the vendor’s model claimed.”
“This turned out to be a good thing,” Grover says. “Once we were up and running, we could see which model was right, but this type of information gave us confidence that the simulator data could be trusted.”
Staging the control system logic and building operator screens with the IDEAS Simulator was very helpful. “This is an established site with mature operators who know the plant very well,” Grover says. The control system has evolved over decades. If we start up a new plant in the old, established way, we miss the opportunity to take advantage of new tools and ways to perform better.”
One goal of the project was to implement a culture change at the site. “With the simulator and control logic in place, our operators could interact with the process kind of like a video game before start-up,” Grover explains. “This removed the risk, because everything was virtual. Operators could see, touch, and do – not as they did before, but by making operational improvements from day one. Even before there was steel in the air, operators were learning to make step-change improvements. I have a hard time imagining that we would have even had half the success without the simulator.”