









Coal in the most valuable portion of the seam – the middle 2.6 m known as the D Working Section – has an average ash content of less than 15%. It accounts for most of the 6.7 Mt of export-grade thermal coal Ulan West produces annually. The longwall mine is a four-hour drive northwest of Sydney and 50 km north of Mudgee, a country town of 10,000. Most Ulan West employees call Mudgee home today, but the majority of them had never so much as set foot on a mine site before the operation started producing development coal in 2012. Skills were in short supply when construction of the billion-dollar mine began in 2011, so Glencore recruited a workforce from a wide range of other sectors to start careers in mining.
Seven of the 12 longwall panels at Ulan West are each longer than 7 km, which has increased development demands. “We can longwall retreat for over 12 months at a time before we do longwall moves,” Murray says. To help keep pace, the mine invested in two Sandvik MB650 bolter miners, rapid roadway development units for simultaneous cutting and bolting. “We needed fast advancing development equipment that can hold many metres of mesh, consumables and corresponding bolts to minimize restocking,” Murray says. “That allows us to maximise the bolter miner’s advantages.”
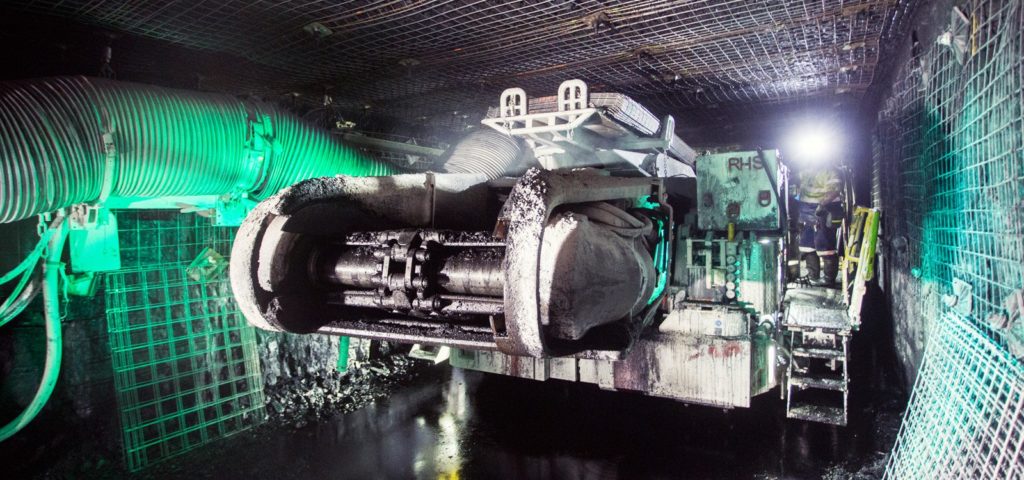
Ulan West operated the first MB machine in front of a shuttle car. “The MB650 is strong at getting good, long development runs, well suited for our long development panels,” Murray says. “Even in front of a shuttle car, the MB650 proved advantageous over the previous machine we had.” Ultimately the mine opted to implement a flexible conveyor train (FCT) continuous haulage system to reduce haulage bottlenecks. Sandvik worked with Ulan West to ensure a seamless integration between the bolter miner and the FCT and optimise the capability of the total development system.
“One of the disadvantages around the longer panels is, the more development you’re required to do,” Murray says. “Having the continuous haulage system in the mine gave us the advantage of removing the shuttle car constraints. Getting the continuous cut and bolt machine in front of that now removes the bolting and cutting constraints. The MB machine enables us to take full advantage of our system. The rates are consistently high.”
The mine steadily advances as many as nine metres per hour with Sandvik MB650. “The metres that the machine can cut with the uptime that we’re getting is just unbelievable,” Bray says. “I haven’t seen that sort of meterage rate cut before, in New South Wales, at least, anyway. Any problems we’ve had have been other areas of the panel that have let the MB650 down, rather than the MB650 letting the rest of the panel down. It’s been great for reliability.”
After a year of operation Ulan West is impressed with the cutting performance, bolting capabilities and reliability of Sandvik MB650. “This MB650 machine in front of the continuous haulage system is our plan going forward,” Murray says. “Our focus is to have a priority development panel producing with an FCT all the time and we’ll have a secondary panel which will be an MB650 with a shuttle car, so the MB is our current plan for the rest of the life of mine.”