









ABEL has come to the rescue of a copper operation in Latin America looking for a robust and long-term pumping solution to cope with varying and abrasive slurry from its concentrate operation.
The company supplied ABEL HM hydraulic diaphragm pumps in the process circuit to handle the underflow from the thickener at this operation. This stream had a solid content of 58-72% (by weight), along with an abrasive material both difficult to handle and pump.
ABEL said: “Due to these properties, the equipment used for transferring these materials acquires a high level of wear, unexpected downtimes, unscheduled maintenance, etc. These are costs that the mining industry cannot accept.”
Originally, two centrifugal pumps were installed in an unconventional way to perform the required task at the operation. “Centrifugal pumps are designed for specific conditions which generally never occur given that the operating flow and the solid content of the materials being transferred vary during operation due to pressure fluctuations in other phases of the process,” ABEL said. “In such circumstances, this type of technology sees its performance dramatically reduced, which directly impacts the pumps’ output, causes product recirculation and frequent downtime of the related production line.”
Experiencing such circumstances, the copper miner was obliged to look for a solution that would immediately tackle the challenges and resolve the problems of this specific application, according to ABEL.
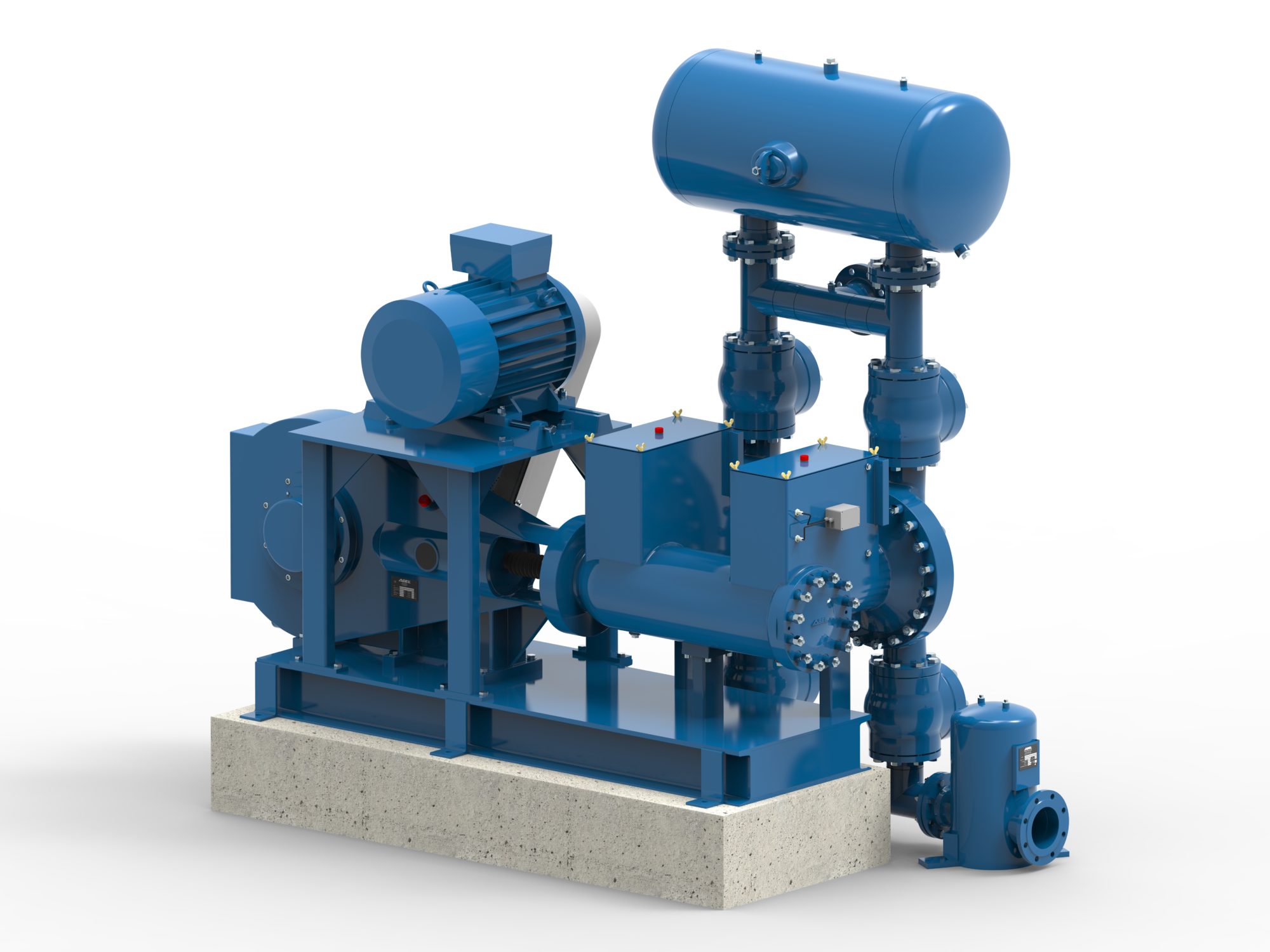
The ABEL HM hydraulic diaphragm pumps installed use piston-diaphragm pump technology and, therefore, can be operated for one year under the described conditions without requiring any preventive or corrective maintenance, according to ABEL.
They have a performance range of up to 100 m³/h and 10 MPa; can transfer media with a solid content of up to 75%; have extra-large suction valves for a high degree of volumetric efficiency; are equipped with a pre-formed diaphragm to improve pumping efficiency, durability and availability of the equipment; have constant operating flow, independent from the discharge pressure, which is mainly influenced by fluctuations of solid contents; and the strokes per minute are low and ensure a low mechanic wear.
“Thanks to these properties and design, the pumping equipment offers a long useful life and satisfies the requirements and the needs of the mining industry perfectly,” the company said.
ABEL concluded: “The pressure ranges handled by the pumps of the HM series provide for an optimum process design. HM pumps contribute to the success of the mining plant with significantly lower pumping costs thanks to the very low maintenance required, lower electric energy consumptions and high levels of availability.”