









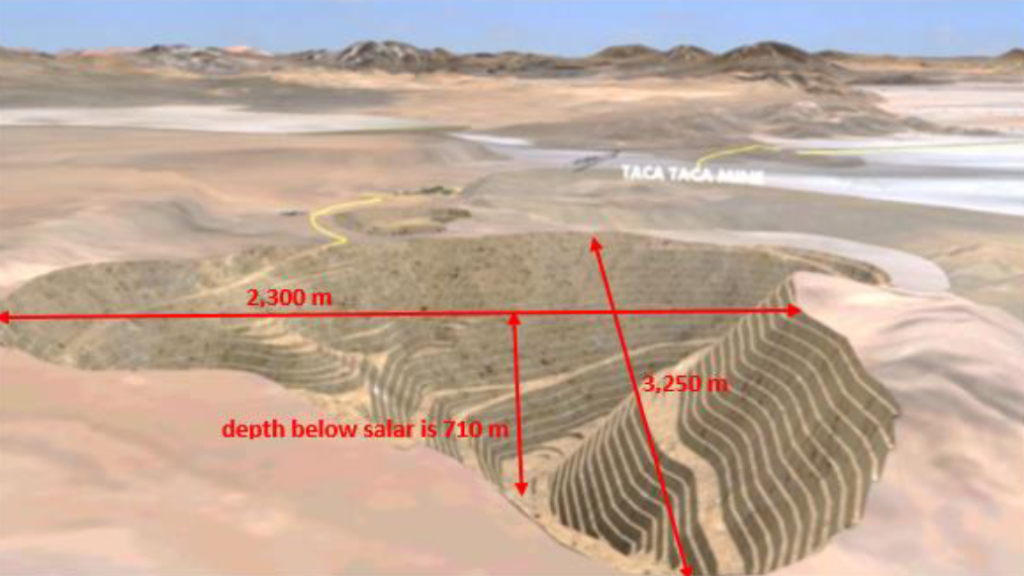
One of the largest mining projects to ever be developed in Argentina should its construction be green lighted will be First Quantum’s Taca Taca copper, molybdenum and gold project located in the Puna (Altiplano) region of Salta Province, in the northwest of the country. The Technical Report recently filed outlines the detail behind the open pit mine design and plan which contemplates processing throughput of up to 60 Mt/y through a conventional flotation circuit with a mine life of approximately 32 years.
A decision to proceed with the construction of Taca Taca is not expected until sometime in 2023 or 2024. FQM says it remains focused on deleveraging its balance sheet over this period. Work will continue to advance the project and to further refine and optimise the plan while obtaining the required approvals and permits and suitable assurances with respect to the Argentinian fiscal regime in advance of a formal construction decision.
First Quantum also intends to evaluate sources of energy for the project which are more environmentally friendly, including potentially 100% renewables or a combination of renewables and natural gas, and to optimise the energy intensity of the project.
The recovered copper reaches a peak of approximately 275,000 t within the first ten years of operations. The design is based on the process plants which the company has successfully constructed and operated at its Sentinel and Cobre Panama operations.
Open pit mining would proceed in phases from an initial starter pit, supplying pre-strip development waste for site infrastructure and construction, and ore onto stockpile for process plant commissioning. The average and maximum material movements over this three year timeframe are 32.9 Mbcm and 43.3 Mbcm, respectively. There is a pronounced peak in material movements over the next ten years as the first three pit phases are completed and mining proceeds into the fourth phase. The average and maximum material movements over this period are 91.9 Mbcm and 95.7 Mbcm, respectively. Thereafter, the average and maximum material movements reduce to 42.3 Mbcm and 65.2 Mbcm, respectively.
Waste rock generated from mining the pits would be stored within a single large dump located to the east of the pit area. Excluding auriferous material mined as waste, but including marginal ore, the total minedquantity is expected to be approximately 3,056 Mt and will require a dumplandform with a capacity of about 1,533 Mm3 (assuming an insitu to placed bulking factor of 1.3).The ultimate height of the dump is over 200 m.
Production drills (ten required at peak) are planned to be electrically powered and capable of drilling 270 mm to 311 mm diameter holes to a depth of 15 m (plus sub-drill), and with drilling productivity based on a drilling rate of 25 to 30 linear m/h and 5,400 operating hours per year. Diesel powered excavators required for construction work and near-surface mining, with productivity based on a digging rate of 1,200 bcm/h and 6,000 operating hours per year. Electric rope shovels (six required at peak, with approximately 90 t bucket capacity which includes the Cat 7495 or Komatsu P&H 4100XPC) would be required for waste and ore digging, with productivity based on a digging rate of 2,450 bcm/h and 6,000 operating hours per year. The productivity of 360 t capacity haul trucks (up tp 66 at peak production), matched to the electric rope shovels, is based on an average trucking rate (dependant on haul profile) of 215 bcm/h and 6,000 operating hours per year. A large front end loader (FEL) ie wheel loader is required for support of shovels during maintenance, blasting, relocation, etc and a large 800 t (eg Liebherr R 9800 or Komatsu PC8000) hydraulic excavator is required for waste and ore mining in the first 13 years of mining operations.
On trolley FQM states for Taca Taca: “An improved haulage efficiency measure can be adopted, where applicable, using trolley assisted trucks for ore and waste haulage. Haulage cycle times can be significantly reduced for trucks receiving direct electric power to their wheel motors. The geometry of the mineralisation and the consequent shape of the pit designs do not result in long straight haul ramps that are typically adopted for trolley assisted haulage, until approximately eight years into the project life. Nevertheless, trolley assist concepts have been assumed (and accounted for in the mining cost estimates), and the widths of the ultimate pit haul ramps designed accordingly. In FQM practice, trolley ramps require triple lane width (up, down and drop-off lanes) for efficient operation, and to suit the haul trucks applicable to this project, the design pit ramps are mostly not less than 55 m wide and not steeper than 1:10 gradient.”
The Taca Taca processing feed wouldbe both supergene (plus mixed) and hypogene (sulphide) primary ores. Primary ores are defined as those containing more than 50% of the copper present as chalcopyrite. Consequently, when treating primary ores, significant amounts of secondary sulphides will be present in the feed, and there may also be some tarnished minerals. The preferred process route follows that of conventional porphyry copper-molybdenum concentrators common throughout South America, but including a sulphidising flotation circuit, using sodium hydrosulphide (NaHS) for sulphidising oxide and tarnished minerals. When treating primary ores with low acid soluble copper, the same circuit will be used, but the NaHS addition wouldbe switched off. A gold recovery circuit would not be constructed to treat the auriferous oxide cap during the pre-strip phase of mine development. However, this material would be stockpiled separately from waste material and subject to extensive future testwork in order to define whether or not to treat it at a later stage in the project life. Flowsheet design and equipment selection would be based on experience gained at the company’s recent concentrator installations in Zambia (Sentinel at 55 Mt/y) and Panama (Cobre Panama at 100 Mt/y).
The process plant facilities would be designed for an annual throughput of up to 180,000 t/d, or 60 Mt/y. The mining ramp-up schedule shows ore production rates of up to 40 Mt/y for the first six years of operations. Therefore, there is an opportunity to defer some capital costs by staging the plant construction.
The comminution circuit would comprise a conventional SABC circuit, with secondary crushing of the SAG mill feed required to increase the throughput from the initial 40 to 60 Mt/y. The grinding circuit would consist of two trains each of 30 Mt/y capacity operating to process 60 Mt/y of ore each comprising a 28 MW SAG mill and two x 22 MW ball mills.
Each circuit would be designed to treat 3,750 t/h of material from a feed size of 80% passing 130 mm to product size of 80% passing about 180 μm. Rougher flotation can be operated efficiently in brine. However, testwork has indicated that acceptable recoveries and concentrate grades can only be achieved in the cleaner circuit using good quality water. Rougher concentrates would be thickened prior to regrind and diluted with fresh water for cleaning to produce a bulk Cu-Mo concentrate. Separation of Mo and Cu sulphides would be accomplished by depressing chalcopyrite and floating molybdenum in the molybdenum flotation circuit. Flotation concentrates from this separation would comprise the molybdenum sulphides, and flotation tailings would comprise the copper sulphides.
Two rougher flotation circuits in parallel would be installed for 60 Mtpa, each comprising a single train of seven 600 m3 cells to give approximately 25 minutes residence time for the initial throughput of 40 Mt/y, one circuit only would be installed, but with nine cells to provide sufficient residence time. There will be dewatering of rougher concentrates, to remove brinewater, then regrind of dewatered rougher concentrates to 80% passing 30 μm in high intensity grinding (HIG) mills (12 MW of installed capacity), followed by dilution in fresh water. Cleaner flotation of the rougher concentrates will improve the copper grade, with cleaner tails being recycled to the rougher flotation circuit or to final tails. Two parallel cleaner flotation circuits would be installed.
Summarising, the circuit would be designed for an annual throughput rate of up to 60 Mt/y, with a plant availability of 91.3% (8,000 h per year). Hourly throughput rates would be 7,500 t/h, which gives adaily throughput (full 24 hours operation) of 180,000 t. Some 985,500 wet tonnes of copper concentrate is expected to be generated annually at an average grade of 25.3% Cu and 10% moisture along with 6,200 t of molybdenum concentrate at a grade of 47% to 50%.