









5 reasons to choose Bulk Ore Sorting
As the name suggests, bulk ore sorting includes a massive quantity of material on the belt. Physically, there is a lot to analyse, as well as a variety of properties that impact the decision on whether to process the material or not. However, mining operations are still on the fence about taking this approach. With the right expertise, you could be optimising the costs, resources, sustainability and profitability of your operations.
As high-grade ore deposits diminish, the mining industry is facing the challenge of extracting lower-grade deposits, thus processing larger volumes per tonne of valuable mineral. This shift unfortunately comes with increases, such as costs, energy and water consumption, transportation, processing and more. This is expensive and energy intensive, but what we can do about it?
To address this challenge, enter: Bulk ore sorting.
Bulk ore sorting is a pre-concentration technology that separates barren gangue from valuable minerals. There are numerous benefits that this type of sorting can provide mining operations, most significantly in terms of waste identification, process optimisation, sustainability, improved grade and cost savings.
Adoption of bulk sorting has been slow. This may be due to a variety of concerns, such as perceived metal losses, a misunderstanding of ore characteristics and their systemic impact, or generally not knowing the benefits of sorting. There is an economic benefit from the reduced costs and increased production, and many operations are unaware of what they could be missing.
What benefits can bulk ore sorting bring to your operations?
1. Waste identification and separation
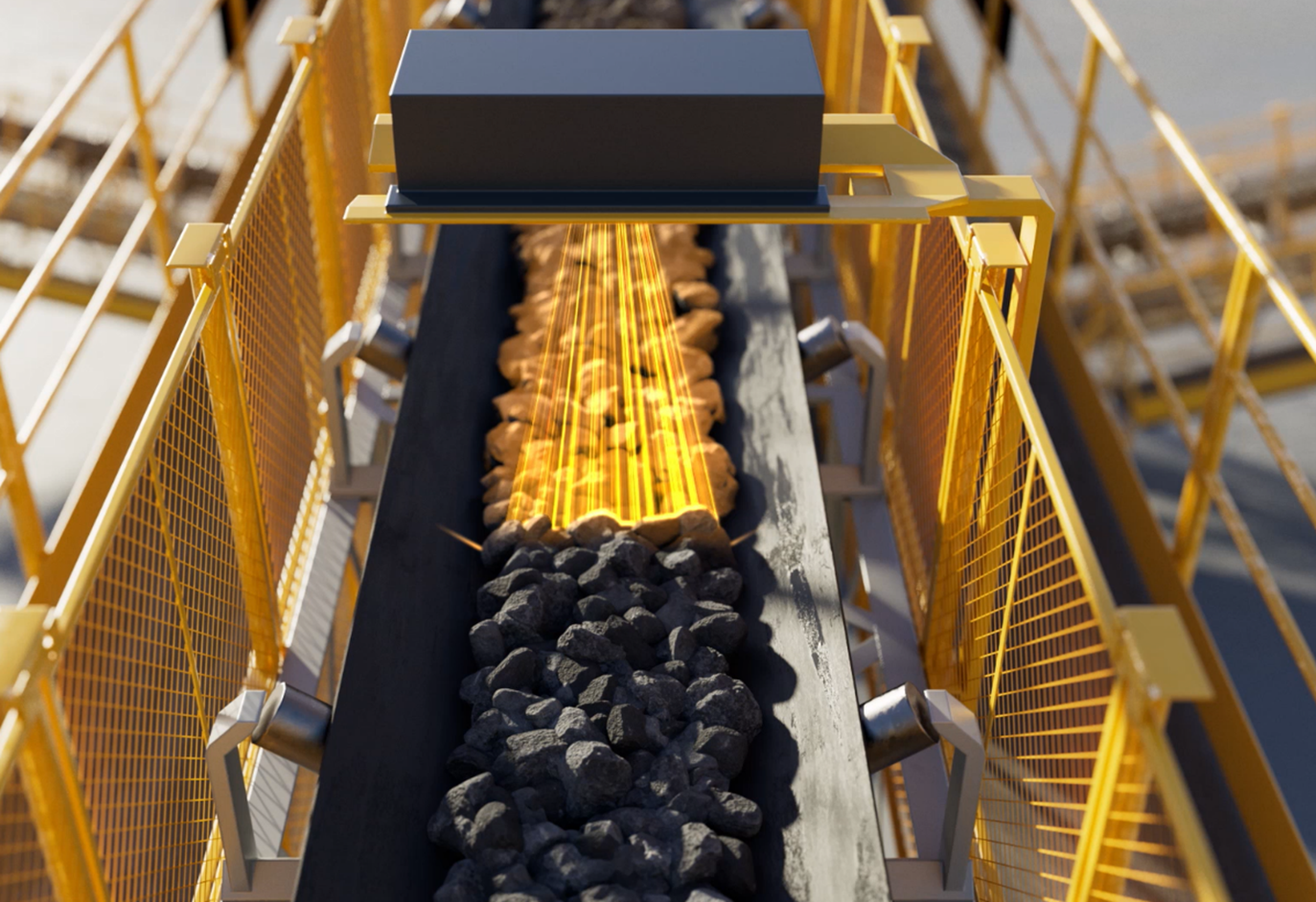
Ore sorting relies on measuring properties in both valuable and waste material using various sensors to identify and separate these materials. While sensor-based ore sorting is not particularly new, its application in the minerals industry has been limited, mostly to niche areas such as industrial minerals, diamonds and gemstones.
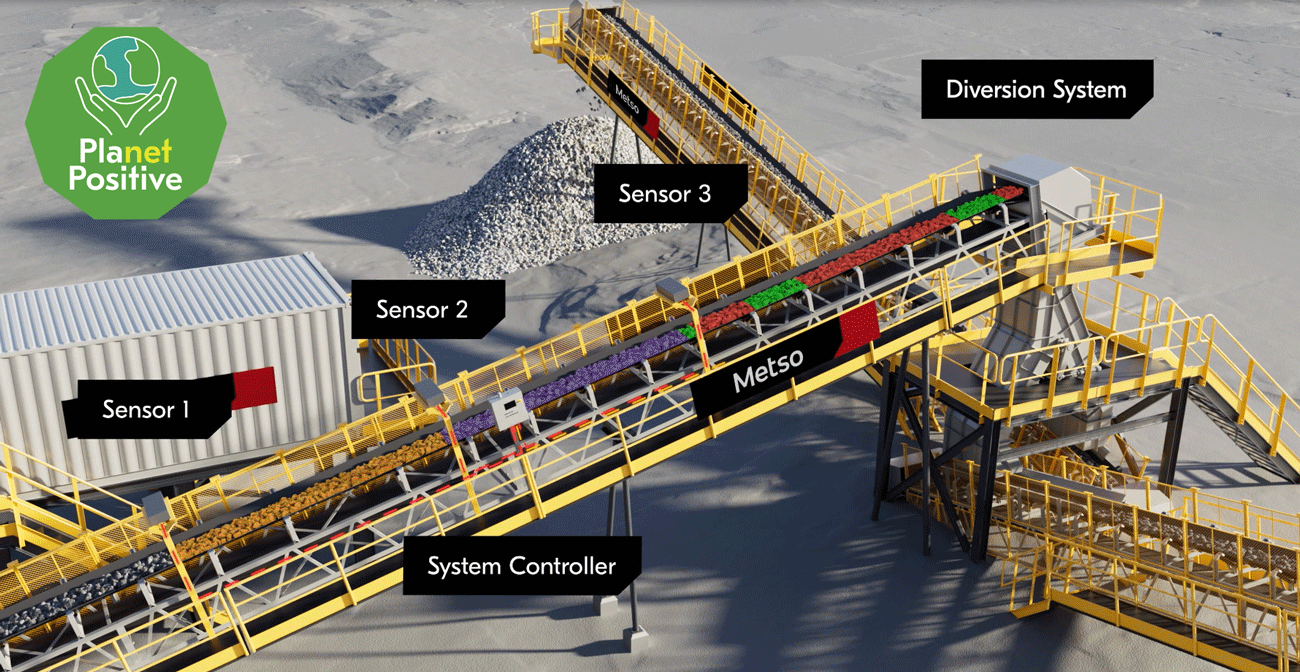
However, Metso’s bulk ore sorting approach will feature multiple sensors along the processing line, offering the potential of real-time analysis of material properties. This technology will use a sensor fusion algorithm and pattern detection to analyze data feeds from the sensors. You can customize sensor placement to optimise equipment performance, ensuring flexibility and efficiency in waste identification and separation.
“With the Metso approach, we want to leverage new computing techniques and use it to analyze multiple sensor data streams at the same time to get the most value” says Kevin Graney – Director, Ore Sorting. “Whether the parameters are pre-programmed, or the system learns along the way, using these digital tools will give operators the ability to bring their sorting to the next level.”
For instance, one high-speed sensor could measure colour, while the next measures the density, and the next measures something completely different such as ore characteristics or the magnetic properties of the material itself. This way, you can see if it’s high magnetite material with a certain colour or specific ore, and as a result, determine whether it’s valuable and should be moved forward.
“Having information on each component is incredibly important, as it gives customers extra insight, and thus, extra confidence, when deciding to process the material” – Jorn Rohleder – Manager, Ore sorting technology.
By combining multiple data points, bulk ore sorting technology empowers customers to confidently process valuable material while minimising waste – which proves to be a great advantage in the fight against depleting ore deposits.
2. Optimised processing
When evaluating sorting, increased, or at least maintaining, plant metal throughput and mine optimisation should be a top priority. With the capabilities of bulk ore sorting, operations can be optimised while producing higher-grade material. Pre-concentration effectively upgrades the plant feed, thus less tonnes of ore are treated in the processing plant per tonne of product.
As previously highlighted, through utilising sensor fusion algorithms and pattern detection, the data is analysed to determine whether the material warrants processing. After that, the material continues to move towards the divergence system, located at the end of the conveyor belt. Controlled by the system controller, this mechanical system directs the material either towards processing (“yes”) or away from it (“no”).
By utilising high-speed sensors and embracing digitalisation, this enables efficient sorting based on diverse criteria, including colour, grade, ore type and magnetic properties. Removing waste at the start of the process will lead to more efficient processing.
3. Improved sustainability
Processing minerals is energy intensive as-is. With degrading orebodies that are getting physically harder, significantly more energy is needed to crush and grind. Thus, it is crucial to look at efficient technologies to maximise grade and recovery early in the processing chain.
As previously highlighted, bulk ore sorting can revolutionise plant feed optimisation, reducing the volume of ore processed per tonne of product. This not only cuts costs, but also significantly lowers energy and water consumption per tonne of product. By implementing this practice at the beginning, the comminution energy requirements are significantly reduced – further lowering the environmental footprint.
“With bulk ore sorting, you crush less waste and send less waste to the process, which means fine tailings decrease drastically, as well as the energy and water consumption,” says Kevin Graney. “The sustainability aspect of this cannot be understated, and that is the whole idea of a Planet Positive flowsheet.”
Furthermore, implementing in-pit crushing and conveying systems or underground sorting minimises material transportation. The material is sorted into a waste or high-grade pile at the first point of processing in the pit, thus reducing the need for extensive hauling.
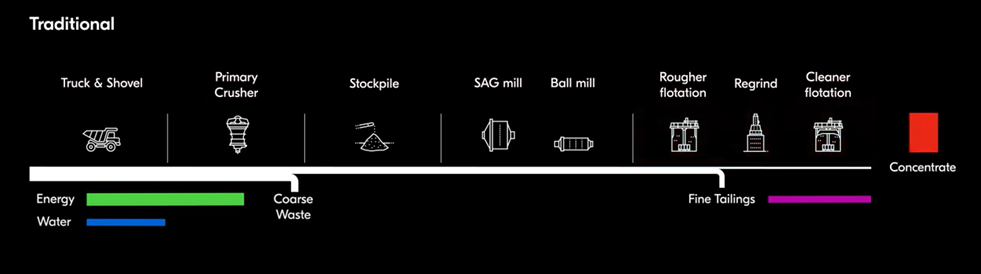
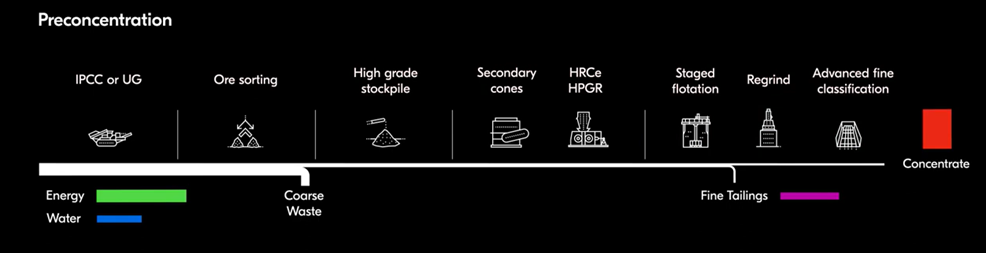
In a traditional flowsheet, crushing and milling stages consume a significant amount of energy, equivalent to up to 3-5% of the world’s GDP. From the milling stage to the beneficiation stage, there are significant volumes of fine material that are processed using water and chemical reagents in addition to electricity, leading to a large volume of fine tailings produced as an undesirable by-product. Compare that to the flowsheet of pre-concentration, and you can see how this contributes to improved sustainability.
4. Higher grade and resource utilisation
Bulk ore sorting offers a transformative solution by upgrading previously uneconomic material into profitable ore. It facilitates the extraction of valuable components from waste dumps, low-grade stockpiles and marginal reserves, optimising resource utilisation. By sorting the ore early on, grade control is enhanced due to the higher-grade material that you are producing.
“When you have less waste in the process, you are processing higher quality material. This ensures that the resource utilisation is maximised,” says Kevin Graney.
Since pre-concentration is the rejection of gangue from coarse feed, this increases the grade of the ore proceeding to the next stage of processing and avoids feeding the plant with material that will cost more to process than the respective value of the contained valuable mineral. This effectively creates more value with less impact.
When maximising resource utilisation and grade control, this introduces other advantages for the plant, such as higher efficiency and lower operating costs (opex). With better control, comes better performance and profitability – attributes every plant is striving for.
5. Cost savings
The idea of bulk ore sorting is starting to trend within the industry, and we can see why. Removing barren material early enough can bring significant savings, especially in today’s low-grade mining operations. By transforming previously non-processable ore into economically viable material and enhancing resource utilisation, this reduces processing plant loads. The result? Lower costs.
In conventional mining, substantial investments are made in capital equipment, and resource utilisation is a critical KPI for operators. Reduced waste in the process ensures the processing of high-quality material, and, by sending less waste upward in the plant, the processing in the plant becomes more economical.
Gangue, which can be rich in silicates and harder than valuable minerals, can present a cost burden. By removing this material before comminution stages, processing costs are decreased. Less tonnes of ore are treated in the processing, thus lowering costs, energy and water consumption per tonne of product. But waste rock does not have to go unused. Waste rock can be used in the plant for roads or fill, thereby reducing – or eliminating – the need for additional purchased aggregate. Surplus material can also be an additional revenue stream by selling it to local contractors as aggregate. By removing acid generating mineralisation, bulk sorting effectively cleans the material.
Not only does bulk ore sorting come with a big sustainability advantage, but, with the current energy prices, it presents an even bigger cost savings gain. By saving energy, you are inevitably saving money – a win-win scenario, both environmentally and economically.
Sorting out the solution
Facing challenges like declining ore grades and rising costs, mining operations can turn to Metso for solutions. Bulk ore sorting technology offers numerous benefits and can increase your profitability, sustainability, cost savings, production capacity and more – all at the same time.
With regards to digitalisation and new technologies, Metso’s strengths lie in understanding customers’ business and data, and utilising that knowledge to analyse, automate and optimise their processes and performance. That’s why, together, we are the partner for positive change.