Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
02 Jul 2024
Liebherr and Fortescue announce partnership for development of Autonomous Haulage Solution
Building on the ongoing cooperative efforts between Liebherr and Fortescue, the two companies have announced...
Read More
01 Jul 2024
Komatsu completes acquisition of GHH enhancing its underground offering
Komatsu says it has completed its acquisition of GHH Group GmbH (GHH), a manufacturer of...
Read More
01 Jul 2024
Flender One – writing the next chapter in industrial gearboxes
Flender CEO Andreas Evertz said "we are reinventing the standard" when the company introduced the...
Read More
01 Jul 2024
Almina selects Sandvik to provide 32-unit fleet in Portugal
Sandvik Mining and Rock Solutions will deliver a 32-unit fleet of loaders, autonomous trucks and...
Read More
29 Jun 2024
NHL driving forward new technology mining trucks in China with global market potential
At The Electric Mine 2024, Inner Mongolia North Hauler Joint Stock Co Ltd (NHL)’s Guojun...
Read More
28 Jun 2024
XCMG’s 240 ton hydrogen mining truck set to deploy in Baorixile mine by end 2024
China's XCMG is advancing its hydrogen plans in mining trucks - on April 24, 2024,...
Read More
27 Jun 2024
Codelco’s Salvador Division bus fleet goes electric plus first primary crusher starts up at Rajo Inca
In the presence of the Undersecretary of Mining, Suina Chahuán, and Codelco Executive President, Rubén...
Read More
27 Jun 2024
Harmony Gold standardises on Nerospec neroHUB Vehicle Intervention Control System
Nerospec OSCON says that it has achieved group-wide standardisation with Harmony Gold. Its solutions will...
Read More
27 Jun 2024
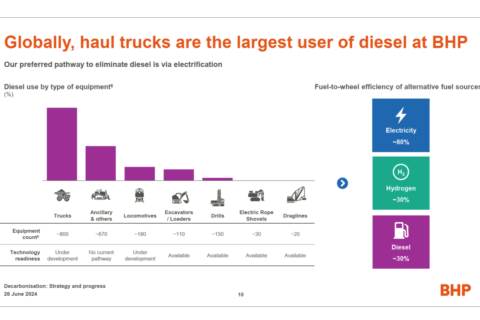
BHP outlines mining fleet decarbonisation opportunities but also the realities
BHP recently gave additional insight into its progress and plans related to emissions reduction in...
Read More
27 Jun 2024
Hitachi Construction Machinery begins technological trial of battery trolley mining truck at Kansanshi
Hitachi Construction Machinery Co Ltd has announced the commencement of the world's first technological feasibility...
Read More
24 Jun 2024
Sandvik delivers fifth DR412i rotary blasthole rig to Glencore’s Hail Creek
Sandvik recently delivered a fifth DR412i rotary blasthole drilling rig to Glencore Australia's Hail Creek...
Read More
24 Jun 2024
Barminco awarded three-year contract extension at AngloGold Ashanti’s Sunrise Dam
Perenti Ltd has announced that its underground mining business, Barminco, has been awarded a three-year...
Read More
Prev
1
…
29
30
31
32
33
…
524
Next