Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
14 Nov 2023
Volvo Construction Equipment partners with CRH to “decarbonise construction”
With an ambition to explore decarbonisation opportunities across transport, operations and materials, a Memorandum of...
Read More
14 Nov 2023
Exxon Mobil pivots to direct lithium extraction from brine in Arkansas, aiming for production by 2027
Exxon Mobil has announced plans to become a leading producer of lithium, a key component...
Read More
14 Nov 2023
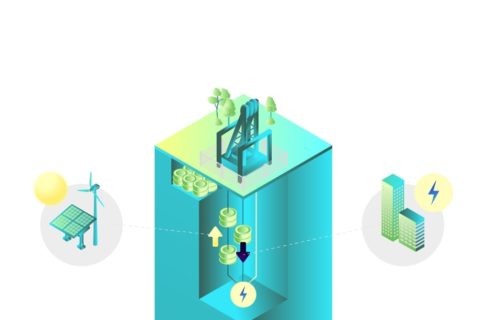
Green Gravity and CEVJ partner on application of energy storage tech in 17 Romanian mine shafts
Green Gravity and Complexul Energetic Valea Jiului SA (CEVJ) have executed a Cooperation Framework Agreement...
Read More
13 Nov 2023
XCMG signs cooperation agreement with autonomous haulage company WAYTOUS
On November 11, Chinese mining equipment major XCMG Group held an open-pit mine green and...
Read More
12 Nov 2023
Epiroc launches electric-driven Pit Viper 230 Series
Epiroc last week announced two additions to its Pit Viper family, the Pit Viper 231...
Read More
10 Nov 2023
First Mode completes battery at Perth plant to integrate into next retrofitted Komatsu 930E FCEV
First Mode has completed a large 8 t mega battery module at its Perth, Western...
Read More
10 Nov 2023
Bridgestone supplies new service to BHP’s Spence using proprietary tyre durability algorithm
Bridgestone Corporation has announced a new mining solution service to estimate tyre durability using a...
Read More
10 Nov 2023
Sandvik’s Rotary Drilling Division introduces sims to training repertoire
A constantly evolving training technique is essential. And no company understands that more than Sandvik’s...
Read More
10 Nov 2023
Industrial minerals giant Sibelco to develop Separation Rapids hard rock lithium mine with Avalon
Following previous announcements made on June 15 and November 2, 2023, Avalon Advanced Materials Inc...
Read More
09 Nov 2023
WEG motors and drives key players in South Africa’s energy solution strategy
With the continued energy poverty being experienced in South Africa, motors and drives are set...
Read More
09 Nov 2023
RC exploration drills go auto – Perenti’s Ausdrill & Epiroc’s partnership on the Explorac RC30 Smart
A joint-development project by Australian and Swedish engineers is changing the working environment for exploration...
Read More
07 Nov 2023
TAKRAF signs major IPCC deal with Rio Tinto for Simandou in Guinea
In a notable achievement, TAKRAF Group has announced the signing of a major contract between...
Read More
Prev
1
…
54
55
56
57
58
…
520
Next