Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
22 Jan 2024
Builder X – the brains behind China’s remote control mining shovel revolution
It is well known that the remote operation of large mining shovels is something that...
Read More
19 Jan 2024
Epiroc Batteries with Service brings key benefits from BaaS but with customer battery ownership
Electrification solutions from Epiroc support mining customers as they transition towards using Battery Electric Vehicles...
Read More
19 Jan 2024
Matrix Design Group introduces OmniPro® Vision AI collision avoidance system
Matrix Design Group, a leading technology provider for industrial and mining safety and productivity, is...
Read More
19 Jan 2024
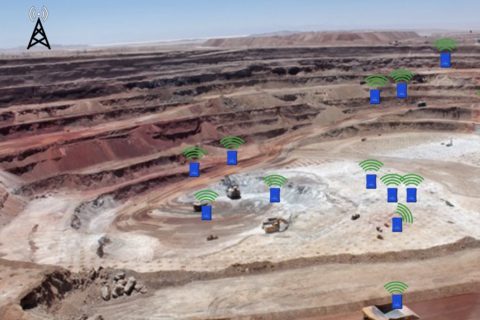
Mina Justa implements mine worker safety IoT solution by STRACON Tech, Abeeway and Actility
Mina Justa, the major Peruvian copper mine, has taken a significant step forward in worker...
Read More
18 Jan 2024
Tan Delta Systems launches new SENSE-2 kit for real-time oil monitoring in mining
UK-based Tan Delta Systems, a manufacturer of real-time oil quality monitoring sensors and systems, says...
Read More
18 Jan 2024
Thiess collaborates with Caterpillar on industry-leading AHS training
Global mining services provider Thiess recently participated in Caterpillar’s industry-leading training program, the Cat® MineStar™...
Read More
17 Jan 2024
BUMA Australia rolls Carlson Machine Control solutions across its mining project sites
Contract mining major BUMA Australia says it has implemented Carlson machine guidance technology across all...
Read More
17 Jan 2024
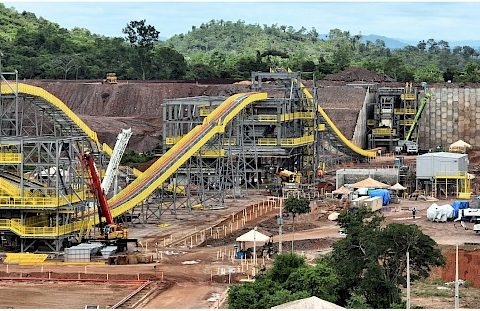
Ero Copper well on track with Tucumã Project build in Brazil
Ero Copper Corp has provided a construction update for the Tucumã Project, highlighting significant progress...
Read More
17 Jan 2024
Hitachi’s EH4000-based battery trolley mining truck now tested & about to ship to Zambia
Hitachi Construction Machinery Co Ltd says it has completed the test machine version of an...
Read More
16 Jan 2024
ABD Solutions bringing its Indigo Drive autonomy to Australian mining
ABD Solutions, a subsidiary of UK-based AB Dynamics PLC, has unveils its latest milestone in...
Read More
16 Jan 2024
Epiroc wins largest ever digital solutions order for Codelco El Teniente
Epiroc has won a multi-year order that is its largest ever for digital solutions, from...
Read More
15 Jan 2024
Ghana’s Adamus Resources rolls out new large fleet of 100 t class Liebherr T 236 mining trucks
In a bid to boost its production capacity, Ghana's wholly Ghanaian-owned gold mining major, Adamus...
Read More
Prev
1
…
56
57
58
59
60
…
531
Next