Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
15 Dec 2023
Kenmare plans for the future with new IHC Mining dredges & move to Nataka ore zone
Kenmare Resources PLC, one of the leading global producers of titanium minerals and zircon from...
Read More
14 Dec 2023
First of three new Liebherr R 9400 E excavators gets to work at Fortescue Cloudbreak
Australia’s first new factory built Liebherr electric excavator is now operational at Fortescue’s Cloudbreak mine...
Read More
14 Dec 2023
Vale Canada completes 350 Return Air Raise project at Thompson Mine, Manitoba
The new 350 Return Air Raise (RAR) at Vale Canada's Thompson Mine in Manitoba, Canada,...
Read More
14 Dec 2023
Nokia & i.safe MOBILE to provide mining with intrinsically safe 5G-smartphone solutions
i.safe MOBILE, a leader in explosion-proof mobile devices and solutions, and networks and telecomms major...
Read More
14 Dec 2023
MinRes hands over first road train to Hexagon for autonomous conversion
Mineral Resources (MinRes) recently handed over the first custom off-road triple road train for conversion...
Read More
14 Dec 2023
Codelco and Teck’s Chilean copper mines hit The Copper Mark
Two major global copper producers - Codelco and Teck - have announced that all of...
Read More
14 Dec 2023
Epiroc’s Common Automation Panel for drills
Epiroc has launched the revolutionary Common Automation Panel (CAP) for the SmartROC DTH surface drill...
Read More
13 Dec 2023
Epiroc launches Grey line drill bits; plus acquires SA rock drilling parts company Weco
Epiroc says it has launched a new range of Epiroc Grey line drill bits –...
Read More
12 Dec 2023
Komatsu and General Motors to co-develop hydrogen fuel cell module for 930E mining truck
General Motors and Komatsu have announced that they will co-develop a hydrogen fuel cell power...
Read More
12 Dec 2023
SafeAI and Obayashi unveil electric, autonomous ADT
SafeAI, a global leader in autonomous heavy equipment, and Obayashi Corporation, a leading construction company,...
Read More
12 Dec 2023
TAKRAF provides custom-designed radial stacker for Platreef
TAKRAF South Africa completed the design and supply of a radial stacker for the Platreef...
Read More
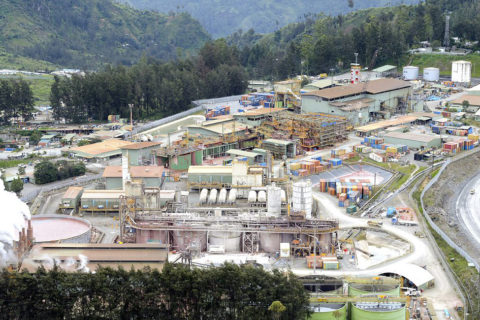
11 Dec 2023
Barrick and partner Zijin Mining get ready to restart Porgera gold mine in PNG
Recently, all legal and contractual conditions necessary for the reopening of the the Porgera Gold...
Read More
Prev
1
…
60
61
62
63
64
…
531
Next