Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
05 Sep 2023
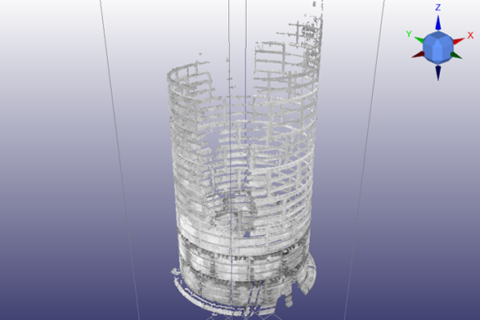
SightPower mineshaft digital twin technology gets MICA funding boost
SightPower Inc has announced the awarding of C$612,000 funding from Canada's Mining Innovation Commercialization Accelerator...
Read More
04 Sep 2023
FUCHS takes full control of lubricant activities in Chile as JV becomes wholly owned
The FUCHS Group, which operates globally in the lubricants industry, has expanded its presence in...
Read More
04 Sep 2023
RUC Mining perfects integration of battery energy storage with regenerative winder drives
RUC Mining says it has introduced the first Battery Energy Storage System (BESS) integrated with...
Read More
01 Sep 2023
Sandvik supplying DSI Underground solutions in Western Africa
Sandvik Mining and Rock Solutions has expanded its ground support offering in Western Africa to...
Read More
01 Sep 2023
NACG adds to MacKellar buy in Australia with acquisition of Western Plant Hire
In addition to its big global move in July when it acquired Australia’s MacKellar Group...
Read More
01 Sep 2023
Volvo Autonomous Solutions removes safety driver at Brönnöy Kalk
Volvo Autonomous Solutions (V.A.S.) says it has achieved a major milestone with the removal of...
Read More
01 Sep 2023
Caterpillar celebrating 130 years of earthmoving innovation in South Milwaukee
In 1893 only 44 of today’s 50 states formed the union, and Grover Cleveland was...
Read More
01 Sep 2023
Immersive highlights PAMA, Vale, Usiminas, NGM & Grupo Mexico in annual improvement awards
Immersive Technologies has announced the winners of its 14th annual Global Business Improvement Award which...
Read More
31 Aug 2023
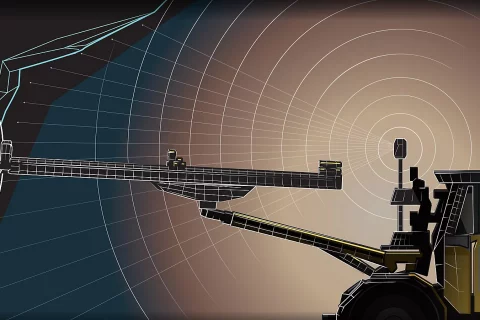
Epiroc, Boliden, Algoryx & Örebro University work towards all autonomous face drilling
Finding a solution for autonomous face drilling will be a major step toward fully automated...
Read More
31 Aug 2023
Thiess awarded second Indonesian nickel mining contract
Thiess has been awarded an A$240 million nickel mining contract with PT Halmahera Sukses Mineral,...
Read More
30 Aug 2023
LGMG & EACON to produce another 300 units of jointly developed autonomous hybrid mining truck
On August 26, Lingong Machinery Group (LGMG) held a Global Partner Conference in the city...
Read More
30 Aug 2023
Fortescue’s evolving zero emissions mobile fleet and associated electrical infrastructure
Fortescue has reflected on rapid progress with its green zero emissions technology strategy in its...
Read More
Prev
1
…
62
63
64
65
66
…
520
Next