<SCRIPT language='JavaScript1.1' SRC="https://ad.doubleclick.net/ddm/adj/N2466439.273583INTERNATIONALMINI/B33458841.418870717;abr=!ie;sz=120x280;ord=[timestamp];dc_lat=;dc_rdid=;tag_for_child_directed_treatment=;tfua=;dc_sdk_apis=[APIFRAMEWORKS];dc_omid_p=[OMIDPARTNER];gdpr=${GDPR};gdpr_consent=${GDPR_CONSENT_755};dc_tdv=1?"> </SCRIPT>
Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
22 Aug 2023
Anglo American Los Bronces – inside the IROC
IM Editorial Director Paul Moore recently had the chance to visit Anglo American’s Los Bronces...
Read More
22 Aug 2023
BHP goes full steam ahead on Full SaL leaching technology study at Escondida
The focus on copper leaching technology is very marked - and all the copper majors...
Read More
21 Aug 2023
Trigon signs $8.9 million underground mining fleet finance deal with Epiroc for Kombat
Trigon Metals Inc has placed an order with Epiroc South Africa Pty Ltd to purchase...
Read More
21 Aug 2023
Atlas Copco agrees to acquire Australian mine dewatering pump supplier Sykes
Atlas Copco has agreed to acquire Sykes Group Pty Ltd from Seven Group Holdings Ltd...
Read More
21 Aug 2023
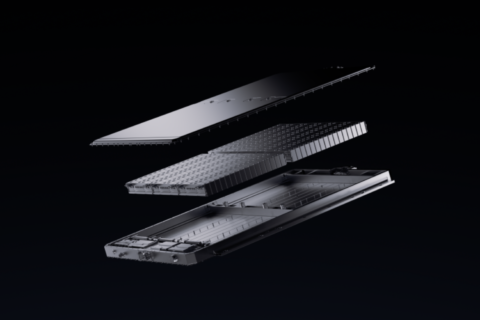
CATL hails new era of superfast charging with Shenxing LFP battery
On August 16, Chinese battery technology and critical minerals major CATL launched Shenxing, the world’s...
Read More
18 Aug 2023
Bowman Consulting awarded two copper leach pad engineering & survey contracts in Arizona
Bowman Consulting Group Ltd has been awarded more than US$1.7 million in two new engineering...
Read More
18 Aug 2023
Orexplore signs commercial agreement with BHP for deployment at Carrapateena
Orexplore Technologies Ltd, the mineral scanning technology company focusing on the global mining and metals...
Read More
18 Aug 2023
Weber Mining & Tunnelling on gallery recovery after rockfall with expansive resin
Rockfall is one of the leading causes of accidents in underground operations. Occasionally, during the...
Read More
18 Aug 2023
Liontown to award underground mining contract for Kathleen Valley lithium project to Byrnecut
Liontown Resources Ltd has issued a letter of award to Byrnecut Australia Pty Ltd for...
Read More
18 Aug 2023
Minhub appoints IHC Mining to undertake engineering work on rare earths & zircon project
Emerging critical mineral producer FYI Resources has announced that Minhub Operations Pty Ltd (MOPL) has...
Read More
17 Aug 2023
Nevada Gold Mines begins rolling out new Komatsu 930E mining truck fleet
Operating muscle at Nevada Gold Mines has been beefed up with the ahead-of-schedule commissioning of...
Read More
17 Aug 2023
Sandvik invests in increased rock drill production in Tampere
To strengthen its position as a leading mining rock drill manufacturer, Sandvik is investing SEK260...
Read More
Prev
1
…
74
75
76
77
78
…
529
Next