Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
30 May 2023
Sandfire produces first copper concentrate at Motheo mine in Botswana
Sandfire Resources Ltd on May 25 announced that it had successfully produced first copper concentrate...
Read More
30 May 2023
BHP and Microsoft use AI to lift Escondida copper recovery
A new collaboration between BHP and Microsoft has used artificial intelligence and machine learning with...
Read More
30 May 2023
Epiroc’s Deep Automation a ‘next step’ in automated underground load & haul
Epiroc has launched Deep Automation, which it describes as "the next step in automation solutions...
Read More
29 May 2023
Sibanye-Stillwater finalises largest private wind farm in South Africa
Platinum, gold, palladium and rhodium mining major Sibanye-Stillwater has concluded its first power purchase agreement...
Read More
29 May 2023
NRW’s Primero Group gets Rio Tinto Western Range non-process contract
NRW Holdings Ltd has advised that its wholly owned subsidiary, Primero Group Ltd, has been...
Read More
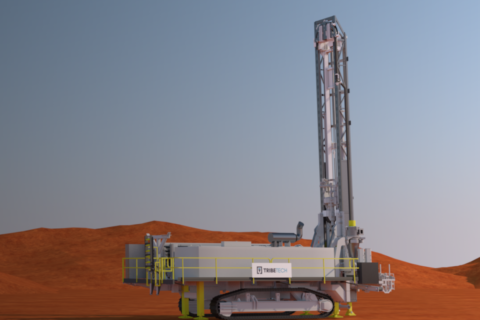
29 May 2023
Autonomous RC rig start-up Tribe Tech raises another £2 million
Tribe Technology Group Ltd, a market-leading developer and manufacturer of autonomous drill rig and sampling...
Read More
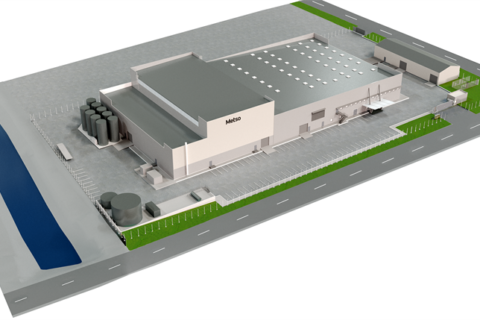
29 May 2023
Metso breaks ground on global filter plate factory in Irapuato, Mexico
Metso broke ground on its first polymer filter plate factory globally, in Irapuato, in the...
Read More
29 May 2023
NRW’s Golding signs mining contract for EQ Resources Mt Carbine mine restart
NRW Holdings' wholly owned subsidiary Golding Contractors Pty Ltd (Golding) has signed a contract with...
Read More
26 May 2023
Komatsu demos battery-trolley with dynamic charging to GHG Alliance members
Komatsu gathered members of the company’s Greenhouse Gas (GHG) Alliance at the Komatsu Arizona Proving...
Read More
25 May 2023
Glencore deploys drill autonomy at Antapaccay
Marking a milestone for the Glencore group as a whole, the Antapaccay copper mine in Peru in...
Read More
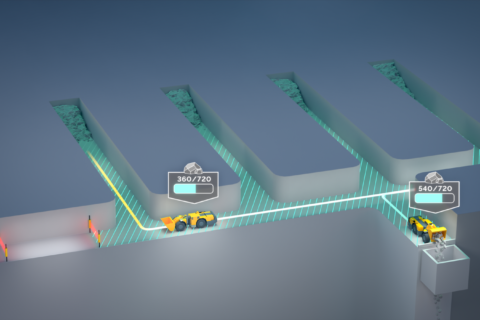
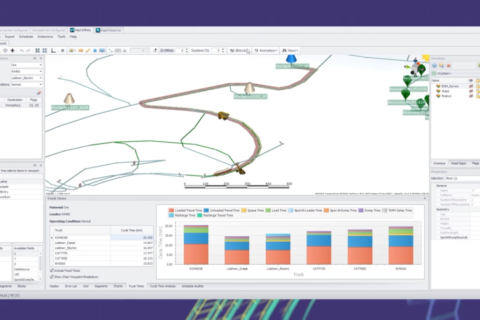
25 May 2023
New Micromine 2023.5 release includes battery electric haulage modelling
Micromine, next-generation technology for mining, says it is proud to reaffirm its dedication to innovation...
Read More
25 May 2023
Rajant to debut latest Sparrow BreadCrumb® wireless radio for Kinetic Mesh
Rajant Corporation, the pioneer of Kinetic Mesh® wireless networks, will debut its new Sparrow BreadCrumb®...
Read More
Prev
1
…
77
78
79
80
81
…
520
Next