Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
27 Apr 2020
SMC Test comminution benchmark hits new milestone
This month, the Australia-invented SMC Test®, used by leading mining companies over the globe to...
Read More
31 Mar 2020
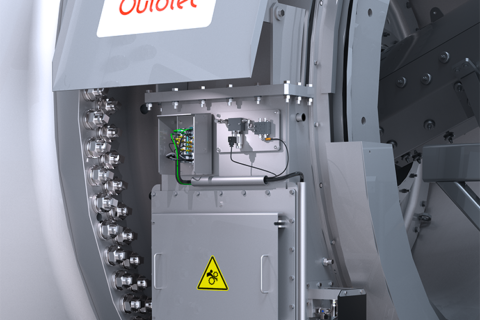
Outotec to provide proactive condition monitoring system for grinding mills
Outotec is looking to maximise grinding mill availability with a new modular system that provides...
Read More
20 Feb 2020
New research collective to examine grinding mill process
Bradken, as part of a research collective, is to work on a project aimed at...
Read More
21 Jan 2020
Weir Cavex hydrocyclones take a load off at OceanaGold Didipio mine
The installation of 19 Cavex® 400CVX10 hydrocyclones at OceanaGold’s Didipio gold and copper mine in...
Read More
10 Dec 2019
Outotec refines minerals and metals focus with planned divestments
Outotec has taken a strategic decision to divest three of its businesses in the Metals,...
Read More
26 Nov 2019
MinRes and Metso working on 15 Mt portable crushing plant
Mineral Resources Ltd told investors at its annual general meeting last week that it had...
Read More
04 Oct 2019
Australia Government provides funding for beneficiation research
The Australia Government says it has backed a new research centre to develop more selective...
Read More
04 Oct 2019
Weir Minerals gives its skew view on HPGRs
With industry demand for high pressure grinding rolls (HPGR) on the up, Weir Minerals is...
Read More
30 Sep 2019
Sandvik bolts on three more “connected crushers” to 800i series
Sandvik says it is expanding its 800i series of cone crushers to include three new...
Read More
19 Sep 2019
Outotec looks to lower delivery time and cost with new grinding mill series
Outotec says it has expanded its grinding portfolio with a new range of mills and...
Read More
17 Sep 2019
Metso to buy up remaining shares in Chinese crushing and screening firm
Metso, to support its growth plans in China, has exercised its call option to acquire...
Read More
06 Sep 2019
Weir secures largest-ever individual mining order from Fortescue
The Weir Group says it has been awarded a £100 million ($123 million) order to...
Read More
Prev
1
…
5
6
7
8
9
10
Next