Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
25 Aug 2023
McLanahan helps customers improve maintenance programs with new condition monitoring package
McLanahan has developed a condition monitoring program to help customers keep an eye on the...
Read More
27 May 2022
AspenTech Mtell Agents getting ahead of the mine maintenance game
AspenTech is looking to turn condition monitoring procedures in the minerals processing plant on their...
Read More
10 Jun 2021
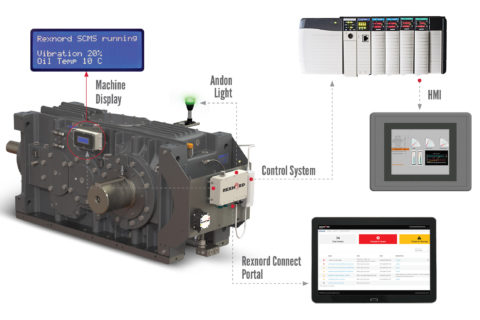
Rexnord adds extra layer of condition monitoring to large gear drives
Rexnord Process & Motion Control (PMC) has introduced the latest addition to its line of...
Read More
01 Jun 2021
Progesys to bring Asystom predictive maintenance tech to Canada, Brazil mining sectors
Asystom and Progesys have announced an international partnership whereby Progesys will implement Asystom’s predictive maintenance...
Read More
21 Dec 2020
talpasolutions to go ‘full throttle’ into new industries with latest investment
Essen-based technology company talpasolutions has raised €4.5 million ($5.5 million) in its latest round of...
Read More
21 Dec 2020
GHH sheds light on underground mining equipment operation with inSiTE
GHH is looking to help mining and tunnelling companies digitise their operations with a new...
Read More
18 Dec 2020
Optimising mining operations with used oil analysis
To gain a competitive advantage, it is imperative to get the most out of your...
Read More
16 Dec 2020
Leveraging condition monitoring for preventative maintenance strategies
As IM goes to press on its January 2021 issue, which includes its annual mine...
Read More
03 Dec 2020
Hastings Deering starts APM equipment journey with load and haul
Hastings Deering, a distributor of new, used and rental Caterpillar machinery and services, has launched...
Read More
31 Mar 2020
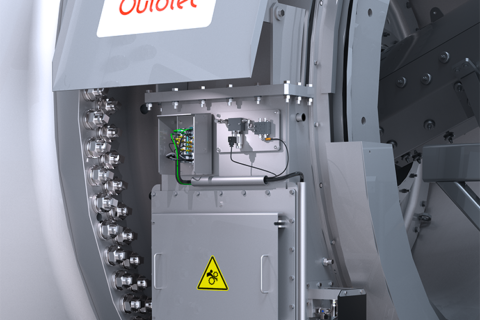
Outotec to provide proactive condition monitoring system for grinding mills
Outotec is looking to maximise grinding mill availability with a new modular system that provides...
Read More
16 Dec 2019
Boliden Kevitsa collaborating on process plant maintenance
Boliden is a front-runner when it comes to applying technology and innovation to its Europe-based...
Read More