<SCRIPT language='JavaScript1.1' SRC="https://ad.doubleclick.net/ddm/adj/N2466439.273583INTERNATIONALMINI/B33458841.418870717;abr=!ie;sz=120x280;ord=[timestamp];dc_lat=;dc_rdid=;tag_for_child_directed_treatment=;tfua=;dc_sdk_apis=[APIFRAMEWORKS];dc_omid_p=[OMIDPARTNER];gdpr=${GDPR};gdpr_consent=${GDPR_CONSENT_755};dc_tdv=1?"> </SCRIPT>
Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
24 Aug 2021
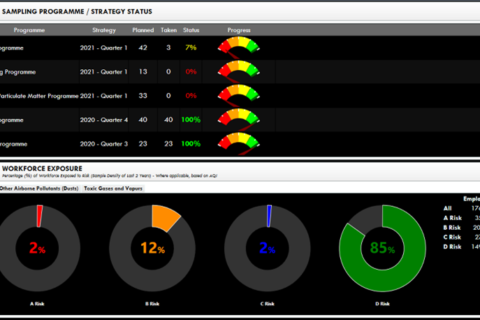
VortexOHS and Howden set to integrate hygiene and ventilation reporting requirements
Howden’s pledge to provide “total mine ventilation solutions” to the industry has led to many...
Read More
24 Aug 2021
Howden leveraging Abitibi ventilation fan base as part of Quick Ship Program
Howden, as part of its Quick Ship Program, is now assembling underground mine fans in...
Read More
02 Jul 2021
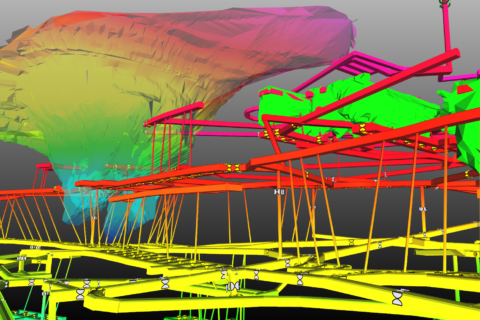
Howden boosts Ventsim CONTROL functionality with ‘cooling on demand’
Howden is continuing to expand its flagship Ventsim CONTROL software, with the latest update to...
Read More
24 Jun 2021
Howden to supply hydrogen compressor solutions for Nel’s electrolysers
Global provider of air and gas handling products, technologies and services, Howden, has signed a...
Read More
17 Jun 2021
Howden to deliver hydrogen storage compression solution for HYBRIT
Howden says it has been selected to deliver a hydrogen storage compression solution for HYBRIT,...
Read More
03 Jun 2021
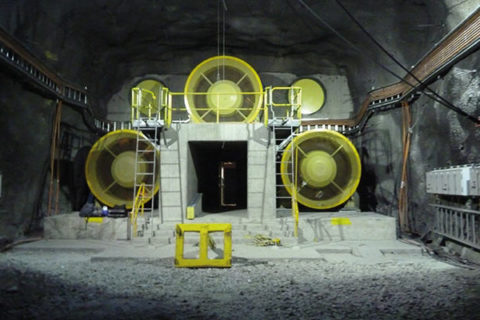
Howden delivers mine cooling plant at Roxgold’s Yaramoko mine
Howden says it has successfully delivered the first phase of an 8 MW surface bulk...
Read More
12 May 2021
Howden boosts mine ventilation offering with VortexOHS occupational hygiene collaboration
Howden has signed a new partnership with VortexOHS™, a modular ventilation and occupational hygiene data...
Read More
06 May 2021
Howden causes a fanfare with launch of Jetsteam AX
Howden is looking to re-enter the Australian secondary ventilation market with a bang, coming out...
Read More
07 Nov 2019
Howden’s Eleonore ventilation on demand solution wins award
Newmont Goldcorp’s Eleonore gold mine was recently awarded the “Eureka Prize” from Écotech Québec, for...
Read More
17 May 2019
KPS Capital to get its hands on mine ventilation specialist Howden
KPS Capital Partners says it has signed a definitive agreement to acquire air and gas...
Read More
26 Sep 2018
Howden bolsters mine ventilation line with ACI and AFS acquisitions
Global engineering business Howden has acquired both Advanced Combustion Inc (ACI) and Advanced Fan Systems...
Read More
Prev
1
2
Next