Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
28 Oct 2024
FLSmidth and Enter Engineering to work on MOF-4 copper-gold-molybdenum concentrator
Building upon a long-standing relationship, FLSmidth and Enter Engineering have signed a strategic cooperation agreement...
Read More
29 Feb 2024
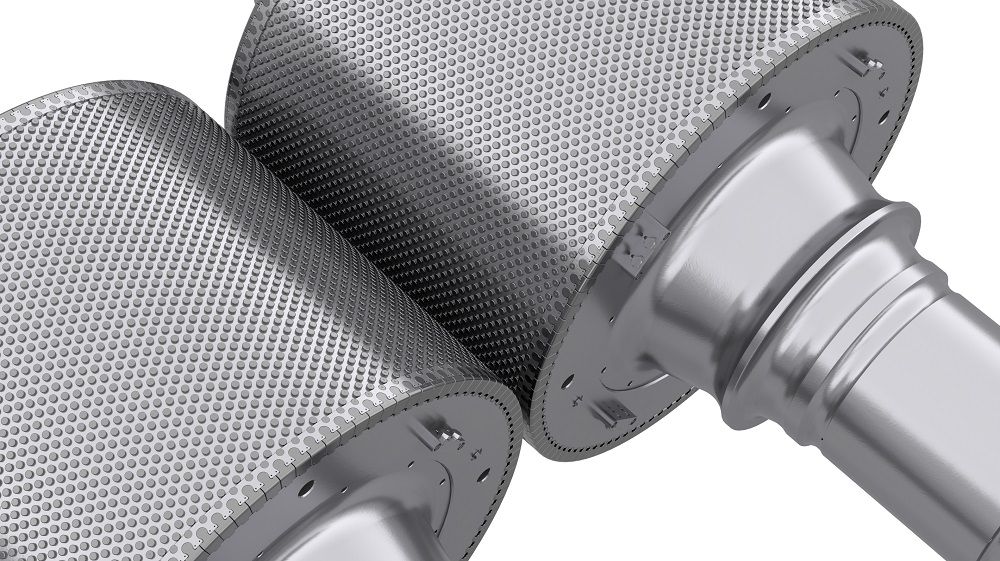
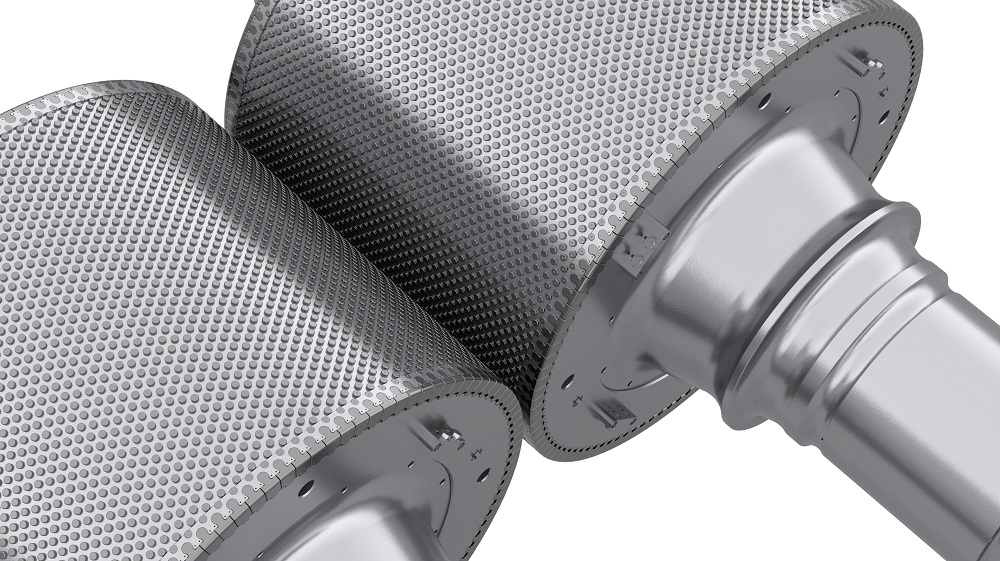
Weir Minerals completes Enduron HPGR first at mine site
Weir Minerals continues to make inroads in the comminution market, with the company having achieved...
Read More
27 Sep 2022
Weir and Swiss Tower Mills align on energy efficient comminution pathway
The Weir Group has announced a new alliance with Swiss Tower Mills Minerals (STM) in...
Read More
06 Oct 2021
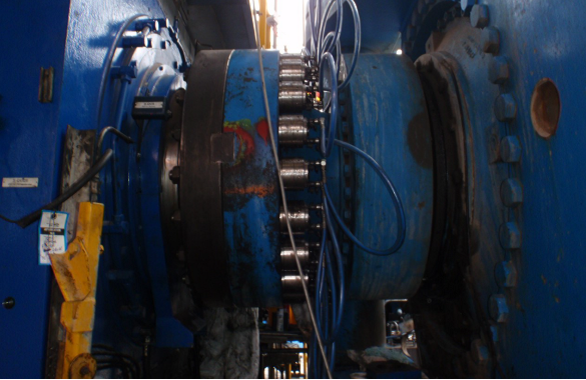
SKF addresses service life of large sealed bearings for HPGRs with Explorer SRBs
SKF says it has extended its range of large bearings for roller presses, with a...
Read More
25 Aug 2021
FLSmidth looks for sustainable gains with thyssenkrupp mining buy
The subtleties behind FLSmidth’s acquisition of thyssenkrupp’s mining business appear to have got lost within...
Read More
26 Jul 2021
Technofast adds new layer of security for bolting-on equipment
An evenly tensioned series of bolted joints is critical to the safe, low maintenance and...
Read More
06 Jul 2020
Filling the mineral processing flowsheet gaps
Crushing, grinding, flotation, solvent extraction, electro winning, tailings management…Metso Outotec covers it all. The new mineral...
Read More
05 May 2020
Zest WEG keeps DRC mining project on track in face of COVID-19 restrictions
The Zest WEG Group, a subsidiary of leading Brazilian motor and controls manufacturer WEG, is...
Read More
06 Sep 2019
Weir secures largest-ever individual mining order from Fortescue
The Weir Group says it has been awarded a £100 million ($123 million) order to...
Read More