Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
02 Jul 2025
Epiroc SmartROC T35/T40 drill rigs to benefit from next gen cabin
Epiroc is launching updated versions of its SmartROC T35 and T40 drill rigs, with a...
Read More
01 Jul 2025
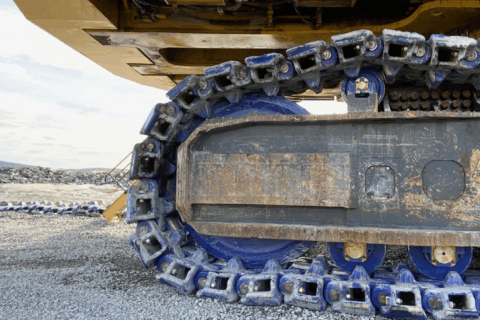
Bradken devises undercarriage solutions for Komatsu PC7000 excavator range
Bradken has added to its range of undercarriage solutions for excavators with the development of...
Read More
01 Jul 2025
TAKRAF Ship Loader heading to PT Freeport Indonesia export facility
PT Freeport Indonesia (PT-FI) has awarded TAKRAF Group with a contract for the delivery of...
Read More
01 Jul 2025
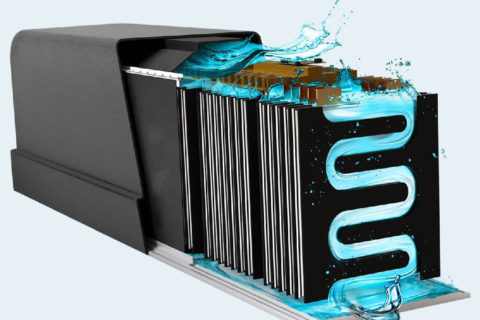
SPOTLIGHT: Fuels & Oils
IM’s Spotlight Feature Article on fuels & oils focus looks at the rapidly growing renewable...
Read More
01 Jul 2025
Metso to deliver key process equipment to Twin Hills gold project in Namibia
Osino Resources has awarded Metso with an order for the delivery of key process equipment...
Read More
30 Jun 2025
Alamos Gold and Batchewana First Nation to construct 115-kV transmission line in Ontario
A major new energy project is set to improve power reliability and sustainability in the...
Read More
30 Jun 2025
Aquirian to start trials of automated Collar Keeper System
Aquirian Limited has reported that its manual Collar Keeper® System is now adaptable across both...
Read More
30 Jun 2025
Martin Engineering on preventing fugitive material from conveyors
Most conveyors experience some degree of material loss due to spillage, leakage, dust and carryback,...
Read More
30 Jun 2025
Seeking the next big idea: Pitch at Innovation Hour, Copper to the World 2025
As demand for copper surges to support electrification, renewables and decarbonisation, the industry must respond...
Read More
30 Jun 2025
Liebherr-Australia’s Perth facility fabricates its 100th bucket
In April 2025, the fabrication team at Liebherr-Australia’s Perth facility in Western Australia celebrated its...
Read More
27 Jun 2025
The eyes and ears of Rio Tinto’s Australia Pacific bauxite ops
Rio Tinto’s Australia Pacific bauxite operations achieved a major milestone during the most recent cyclone...
Read More
27 Jun 2025
SME opens up for MINEXCHANGE 2026 paper submissions
Each year at the Society for Mining, Metallurgy & Exploration's (SME) MINEXCHANGE annual gathering, a...
Read More
Prev
1
2
3
…
1451
Next