<SCRIPT language='JavaScript1.1' SRC="https://ad.doubleclick.net/ddm/adj/N2466439.273583INTERNATIONALMINI/B33458841.418870717;abr=!ie;sz=120x280;ord=[timestamp];dc_lat=;dc_rdid=;tag_for_child_directed_treatment=;tfua=;dc_sdk_apis=[APIFRAMEWORKS];dc_omid_p=[OMIDPARTNER];gdpr=${GDPR};gdpr_consent=${GDPR_CONSENT_755};dc_tdv=1?"> </SCRIPT>
Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
30 Aug 2024
ABB set for eMine truck fast charging leap
ABB is working on a new fast charging solution under its eMine™ ecosystem that will...
Read More
29 Aug 2024
ABB’s Dittakavi looks forward to more Real Progress with eMine ecosystem
Three years after the launch of ABB’s eMine™ ecosystem, the results speak for themselves: six...
Read More
28 Aug 2024
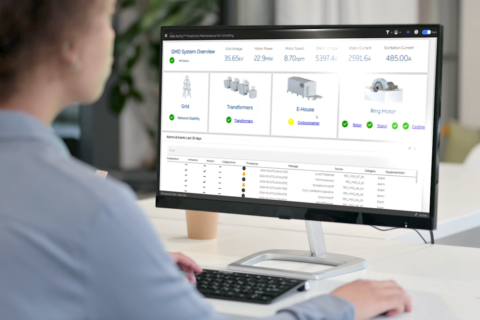
ABB launches Trendex, aims to boost uptime in GMD processing applications
ABB has developed a new tool within its ABB Ability™ Predictive Maintenance for Grinding (PMG)...
Read More
12 Aug 2024
Komatsu and ABB align on interoperable solutions to achieve net-zero operations
Komatsu and ABB have signed a Strategic Collaboration Agreement to, they say, jointly develop and...
Read More
25 Jul 2024
ABB identifies mine hoist maintenance strategy to boost annual production
ABB has completed a study to benchmark current hoisting maintenance strategies, reporting that, on average,...
Read More
04 Jul 2024
The Electric Mine Consortium calls time as it looks for members to take the electrification lead
The Electric Mine Consortium has announced that it will “wrap up” on September 30, four...
Read More
02 May 2024
ABB on the final piece of the electrification puzzle
Every train, industrial, or transportation vehicle needs a unique traction powertrain for operation, with ABB,...
Read More
02 Apr 2024
ABB and EcoHoist to work on low carbon, low cost vertical material transport solution
ABB and EcoHoist have executed a Memorandum of Understanding (MoU) to collaborate on the development...
Read More
20 Mar 2024
BHP BMA’s Goonyella met coal mine receives ABB electrification upgrade
Sustainability, employee protection and operational insights are the drivers of a cutting-edge electrification upgrade at...
Read More
12 Mar 2024
TAKRAF and ABB renew gearless conveyor drive technology partnership
TAKRAF and ABB have renewed their ongoing strategic partnership regarding the deployment of gearless conveyor...
Read More
15 Feb 2024
ABB joins Euromines’ sustainable mining drive
ABB says it has joined the European Association of Mining Industries (Euromines), the recognised representative...
Read More
15 Jan 2024
ABB adds new monitoring and optimisation smarts to mine hoist offering
ABB is launching a new digital suite of applications for hoist monitoring and optimisation, now...
Read More
Prev
1
2
3
4
…
9
Next