Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
30 Jun 2025
Aquirian to start trials of automated Collar Keeper System
Aquirian Limited has reported that its manual Collar Keeper® System is now adaptable across both...
Read More
10 Jun 2025
Technology and best practice raise safety bar for explosives, BME’s Dhoorgapersadh says
With safety a central concern in the storage, handling and application of explosives, fast-evolving technology...
Read More
11 Nov 2024
Omnia Holdings’ mining business underpins improved financial results
Omnia Holdings boosted both revenue and profit in its six-month reporting period ending September 30,...
Read More
10 Oct 2024
Orica setting digital groundwork to open up new mining frontiers
The integration of a digital backbone into the explosives, blasting and related processes will continue...
Read More
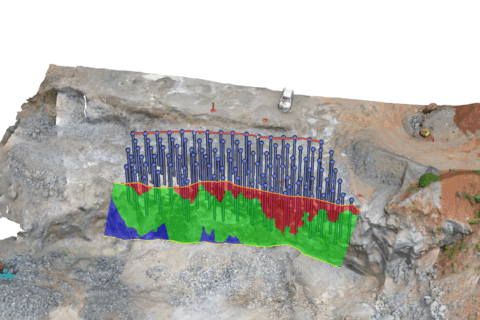
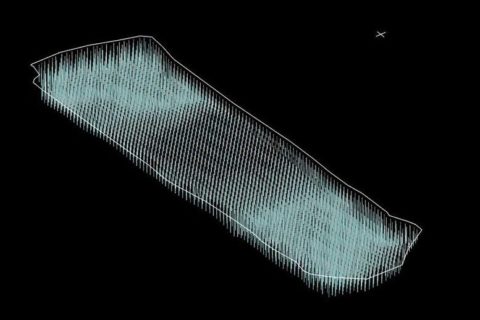
30 Sep 2024
Surface emulsion innovations drive coal sector sustainability, AECI Mining says
Safety is paramount in every responsible mining operation, yet certain geological conditions, such as reactive...
Read More
17 Sep 2024
AECI lays the ground work for explosives, chemicals expansion in Peru
As part of its strategy to further internationalise its Mining Service business, AECI has acquired...
Read More
17 Sep 2024
Boliden, Hypex Bio inaugurate Sweden’s first nitrate-free explosives facility
Boliden has announced the introduction of nitrate-free, low-carbon explosive, developed through a collaboration between the...
Read More
16 Sep 2024
Maptek looks to ‘lighten the engineering load’ with automated blast design solution
Maptek will soon release BlastMCF for automated blast design in a move that, it says,...
Read More
13 Sep 2024
Hexagon and Augment Technologies launch AI-powered 3D blast movement solution
Hexagon has announced the global release of its AI-powered 3D blast movement solution, Hexagon Blast...
Read More
15 Aug 2024
Aquirian’s drill technology, bulk emulsion set to be delivered to WA gold mine
Aquirian Limited says its Western Energetics operations in Western Australia have begun supplying a combined...
Read More
01 Jul 2024
Austin Powder geared for explosives, blasting growth with AIP investment
Austin Powder, a leading provider of industrial explosives and engineered blasting solutions, says that it...
Read More
08 Mar 2024
BME to become ‘first local manufacturer’ of electronic detonators in Western Australia
Having actively built its foundation in the Australian mining market over the past decade, global...
Read More
Prev
1
2
3
…
8
Next