Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
21 Nov 2023
MMG takes delivery of Cat R2900 XE diesel-electric loader at Rosebery
MMG has taken delivery of its first Caterpillar R2900 XE diesel-electric loader at its Rosebery...
Read More
14 Nov 2023
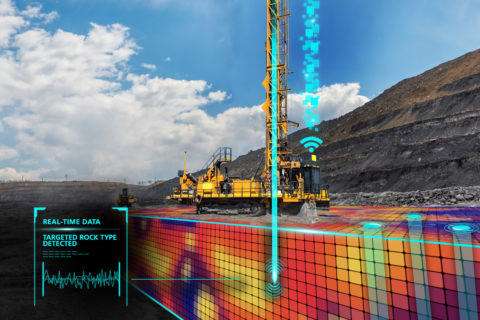
Orica, Caterpillar to provide customers with high-fidelity rock property information
Orica and Caterpillar Inc have confirmed they are teaming up to improve real-time data exchange...
Read More
10 Nov 2023
Orica and Caterpillar set for mine to mill collaboration
Orica’s Digital Solutions segment continues to make major inroads across the mining value chain, with...
Read More
10 Nov 2023
Thiess turning autonomous mining opportunities into reality
Thiess may have deliberately started small with autonomy, however, 10 years into its journey, the...
Read More
08 Nov 2023
Vesconite Hilube bushings provide boost at Codelco operations
Codelco has achieved exceptional results through the implementation of Vesconite Hilube wear-resistant bushings on underground...
Read More
25 Oct 2023
Cat R2900 XE diesel-electric LHDs brought into Gold Fields net zero plan
As part of a strategy to reduce carbon emissions from its operations and achieve a...
Read More
18 Oct 2023
Centamin to boost Sukari underground fleet with Cat, Sandvik, Normet and Volvo units
The transformation of Centamin’s Sukari underground mining operations looks set to continue, with the company...
Read More
11 Oct 2023
Barminco and RCT partner on ‘world first’ agnostic remote installation of Cat 2900 XE
Barminco has enlisted the help of RCT to carry out what it believes to be...
Read More
06 Oct 2023
WesTrac launches new tech experience centre as part of training, education plans
Caterpillar® dealer WesTrac has today launched a new Technology Experience Centre in Tomago, New South...
Read More
19 Sep 2023
Cat R1700 XE battery-electric LHD completes the test at Glencore Nickel Rim South
The first field follow trial of Caterpillar’s R1700 XE battery-electric loader has been deemed a...
Read More
13 Sep 2023
Perkins premieres new off-highway engine, reveals future fuel-agnostic plans
Perkins says it is addressing evolving industry demands for improved fuel efficiency and performance with...
Read More
11 Sep 2023
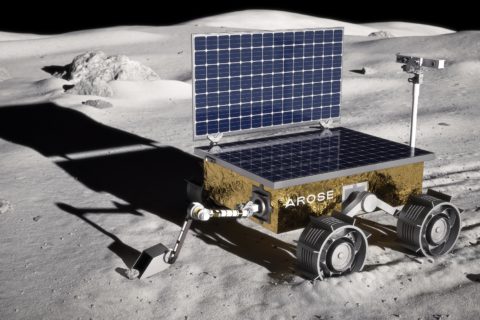
Mining and space sectors collaborate to solve the biggest challenges
A quiet revolution is underway in the mining sector as innovations and knowledge gleaned from...
Read More
Prev
1
2
3
4
5
…
20
Next