Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
06 Aug 2024
Energy Vault to deploy modular gravity storage and battery solution at Sardinia coal mine
Energy Vault Holdings Inc, a leader in sustainable grid-scale energy storage solutions, and Carbosulcis S.p.A.,...
Read More
20 Mar 2024
NEPEAN aims to RESolutionise the underground coal mining sector
Pillar extraction is back on the agenda again and NEPEAN Longwall is proving the coal...
Read More
15 Feb 2023
Hexagon and BUMA successfully deploy fleet management solution in Indonesia
Hexagon’s Mining division says it has been awarded an eight-year fleet management project by PT...
Read More
23 Jun 2022
RPMGlobal adds gas drainage insight to XPAC underground coal scheduling platform
RPMGlobal has released what it says is another industry first with new Gas Drainage Scheduling...
Read More
17 May 2022
Komatsu launches Joy MATS6 shearer for Chinese longwall mining market
To help Chinese longwall mines realise higher production and less downtime, Komatsu has introduced the...
Read More
10 Sep 2020
NSW to help coal miners experiment with new explosives at underground test facility
Australia’s only independent underground mine explosives testing facility has opened on the New South Wales...
Read More
19 Aug 2020
Mining3’s ‘Top of Coal’ tech heads for commercialisation with CR Digital pact
Mining3’s “Top of Coal” technology is heading for commercialisation after the company signed an agreement...
Read More
15 Jul 2020
Komatsu Gunnedah expands on local coal mining demand
Komatsu Australia’s Gunnedah Branch in regional New South Wales has relocated to a new facility...
Read More
24 Apr 2020
Strata Worldwide’s MC2 certified for underground coal mine use
Strata Worldwide says its StrataConnect second-edition Miner Communicator (MC2) has won IECEx Intrinsically Safe approval,...
Read More
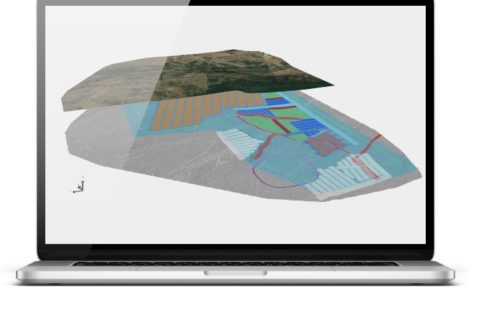
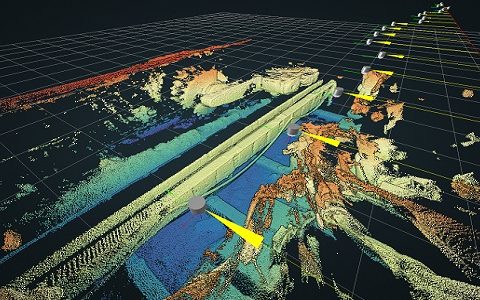
14 Jan 2020
CSIRO maps out laser scanning solution for underground coal mines
New real-time underground 3D mapping technology developed by CSIRO can be used to locate, steer...
Read More
14 Nov 2019
Sandvik adds to underground coal loading and haulage line with LS312
Sandvik Mining and Rock Technology has launched the Sandvik LS312, a new 12-tonne capacity, heavy-duty...
Read More
08 Oct 2019
CONSOL Energy wins NMA plaudits for safety initiatives
CONSOL Energy Inc has become the 10th mining company to be fully certified under the...
Read More
Prev
1
2
Next