Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
26 Jan 2022
PolyMet heralds positive permit news at NorthMet copper-nickel-palladium project
The Minnesota Court of Appeals has affirmed nearly all aspects of the water discharge permit...
Read More
25 Jan 2022
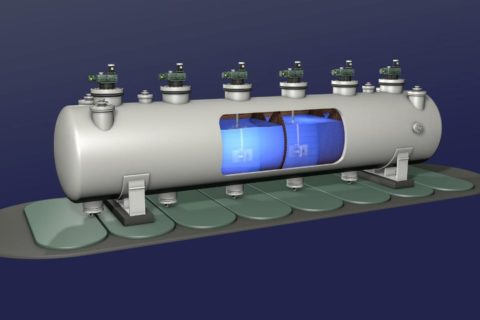
Howden to supply complete mine cooling system for OZ Minerals’ Prominent Hill mine
Howden says it has won a contract to supply a cooling system for the expansion...
Read More
25 Jan 2022
Rio, TRQ and Mongolia agree on Oyu Tolgoi Underground development path
Rio Tinto, Turquoise Hill Resources (TRQ) and the Government of Mongolia have reached an agreement...
Read More
24 Jan 2022
Hudbay’s Constancia continuous improvement quest leads to MineSense XRF trial
Hudbay Minerals has one of the lowest cost per tonne copper sulphide operations in Peru...
Read More
13 Jan 2022
Bartram comes back to TOMRA Mining ready for sensor-based sorting demand uptick
Having left TOMRA Mining more than a decade ago only to return to the Germany-based...
Read More
10 Jan 2022
BHP backs Kabanga Nickel mine development and refinery plan
BHP has invested $40 million in Tanzania-focused Kabanga Nickel, in addition to backing Lifezone Limited...
Read More
06 Jan 2022
Atalaya Mining approves construction of E-LIX-backed processing plant at Riotinto
Atalaya Mining has, following a feasibility study, approved the construction of the first phase of...
Read More
06 Jan 2022
Resolution Copper, Stantec leverage hydropanel tech to provide new clean water source for locals
Native American communities in eastern Arizona, USA, look set to benefit from a new source...
Read More
04 Jan 2022
Sandvik receives record AutoMine order from Codelco’s El Teniente mine
Sandvik Mining and Rock Solutions says it has received a major order for the AutoMine®...
Read More
21 Dec 2021
Glencore’s Mount Isa ops set for renewable power injection from APA Group
APA Group has reached a Final Investment Decision (FID) to build stage two of the...
Read More
20 Dec 2021
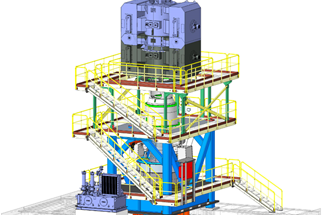
Swiss Tower Mills to deliver ‘largest, most powerful’ stirred mills in the world to Russian copper project
Swiss Tower Mills Minerals says it has been awarded an order for the delivery of...
Read More
13 Dec 2021
Lifezone hydromet tech blueprint puts Kabanga Nickel in pole refining position
Kabanga Nickel is ready to put its ‘money where its technology is’ in the pursuit...
Read More
Prev
1
…
14
15
16
17
18
…
42
Next