Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
05 Sep 2023
Foran Mining drafts in G Mining Services for McIlvenna Bay project build
Foran Mining has selected G Mining Services (GMS) as its partner in the formation of...
Read More
05 Sep 2023
Orion Minerals to test out ITC120 continuous loader at Prieska copper zinc mine
Orion Minerals says it has awarded a six-month trial mining contract to P2 Mining, a...
Read More
05 Sep 2023
Epiroc receives third large equipment order from Kamoa Copper for Kamoa-Kakula
Epiroc says it is continuing its successful partnership with Kamoa Copper SA in the Democratic...
Read More
04 Sep 2023
Thor Energy to tap Fleet Space’s EXOSPHERE BY FLEET tech for Alford East copper-REE project exploration
Thor Energy Plc has announced a collaboration with Fleet Space Technologies to undertake Ambient Noise...
Read More
22 Aug 2023
MMG and Hexagon achieve ‘Australia first’ fatigue detection tech installation at Rosebery
MMG Rosebery says it has become the first mine in Australia to introduce fatigue detection...
Read More
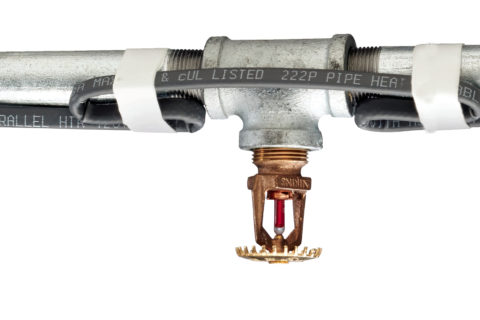
11 Aug 2023
Leveraging electric heat-trace cables to prevent freezing pipes and pipelines
Feeding water into a mine, the dewatering of groundwater out of it, and the recycling...
Read More
10 Aug 2023
Rajant and STRACONTech boost network coverage at Hudbay’s Constancia mine
Rajant Corporation, the pioneer of Kinetic Mesh® wireless networks, and STRACONTech, a Kinetic Mesh Partner...
Read More
08 Aug 2023
Zest WEG to supply Ivanhoe Mines with range of electrical, energy solutions for Kipushi
As part of Ivanhoe Mines’ refurbishment of the historic Kipushi zinc-copper mine in the Democratic...
Read More
31 Jul 2023
More SEW-EURODRIVE X.e-series power packs on their way to Kamoa-Kakula
With well over 100 units already delivered, SEW-EURODRIVE in South Africa is set to continue...
Read More
28 Jul 2023
DMC Mining adds Boart Longyear LF160 coring rig and FREEDOM Loader to Sierra Gorda fleet
DMC Mining Services says it has added a Boart Longyear LF™160 surface coring drill rig...
Read More
21 Jul 2023
Freeport’s Atlantic Copper enlists Glencore Technology’s ISACYLE solution for waste recovery project
Glencore Technology is to help Atlantic Copper, owned by Freeport-McMoRan, to create the first waste...
Read More
13 Jul 2023
Ramjack to provide Aeris Resources with tech strategy, roadmap aimed at optimising operations
Aeris Resources and Ramjack Technology Solutions have announced a partnership to further secure Aeris’ competitive...
Read More
Prev
1
…
4
5
6
7
8
…
42
Next