Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
04 Oct 2024
Freeport to introduce Gecko robots to power AI inputs at operations
Freeport-McMoRan is to start using robots from US-based Gecko Robotics to generate the required data...
Read More
27 Feb 2024
Freeport-McMoRan Chino feels the ‘value add’ from MineSense ShovelSense installation
During a Technical Session at the SME MineXchange Conference and Expo, in Phoenix, Arizona, today,...
Read More
20 Nov 2023
Freeport-McMoRan books material handling order with Metso for El Paso electrorefinery
Freeport-McMoRan has awarded Metso an order for the delivery of a state-of-the art tankhouse material...
Read More
17 Oct 2023
RME heralds ‘world-first’ semi-automated mill relining system deployment
Mill relining systems manufacturer RUSSELL MINERAL EQUIPMENT (RME) has deployed what it says is the...
Read More
16 Oct 2023
Major miners join Resourcing Tomorrow lineup
Representatives from the world’s largest mining companies Anglo American, BHP, Glencore, Rio Tinto and Vale...
Read More
21 Apr 2023
Antamina, Barrick, BHP, Freeport, Gold Fields, Newmont, Teck and Vale form GeoStable Tailings Consortium
Gold Fields Limited has announced a new consortium of eight global mining companies has launched...
Read More
01 Mar 2023
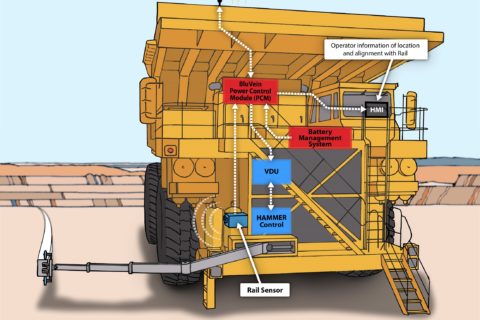
BluVeinXL: aiming for benchmark status in the haulage fleet electrification game
Since being named one of eight winning ideas selected to progress to the next stage...
Read More
21 Feb 2023
Jetti Resources to deploy catalytic leaching tech at Freeport-operated El Abra
Jetti Resources has reached an agreement with Sociedad Contractual Minera El Abra and Freeport-McMoRan to...
Read More
15 Feb 2023
Freeport-McMoRan adds Grasberg to Copper Mark-approved sites
Freeport-McMoRan has achieved the Copper Mark at all 12 of its copper producing operations globally...
Read More
07 Feb 2023
Freeport furthers its leading copper leaching excellence
Among the new applications, technologies and data analytics Freeport-McMoRan is advancing as part of a...
Read More
17 Jan 2023
The Komatsu AZPG: bringing unique mining concepts to life
Seeing Komatsu’s Arizona Proving Grounds (AZPG) in person, it is easy to understand why the...
Read More
02 Nov 2022
ICMM names Antofagasta’s Arriagada as new Chair
ICMM has today announced Iván Arriagada, CEO of Antofagasta PLC, as its new Chair, succeeding...
Read More
Prev
1
2
Next