Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
19 Feb 2025
Komatsu to explore hydrogen haulage options with HD785 truck proof of concept
Komatsu Ltd has equipped one of its flagship large dump trucks, the 92-t payload HD785,...
Read More
28 Jan 2025
Capstone’s ‘fast follower’ philosophy keeps bearing copper fruit
The commissioning of the Mantoverde Development Project (MVDP) in Chile last year has propelled Capstone...
Read More
22 Jan 2025
RCT helps PAMA achieve Indonesian open-pit first with automation solution
Mining contractor PT Pamapersada Nusantara (PAMA) has made history by becoming the first open-pit coal...
Read More
30 Dec 2024
Peabody drafts in second Komatsu Joy 7LS2A shearer for Metropolitan coal mine
Australia’s oldest continually operating coal mine, the Metropolitan Mine, has taken a major step towards...
Read More
23 Dec 2024
Nevada Gold Mines investing for flexibility, reliability and efficiency
New rolling plans and investment in contractors to enhance underground development inventory at Nevada Gold...
Read More
23 Oct 2024
The ABB approach to drive positive change across the mining sector
“A green mining industry is not science fiction”, industrial technology giant ABB said earlier this...
Read More
17 Oct 2024
Energy management to become ‘the’ mine electrification talking point
Running through the three halls at MINExpo 2024 in Las Vegas last month, the electrification...
Read More
01 Oct 2024
Komatsu bolsters Peoria engineering, sales, manufacturing, management functions
Komatsu is announcing the enhancement of its Peoria operations in the US by constructing a...
Read More
26 Sep 2024
Komatsu to complement new Modular ecosystem with Octodots Analytics solutions
To expand its artificial intelligence (AI) capabilities and help customers optimise their mining operations, Komatsu...
Read More
25 Sep 2024
MineSense announces ShovelSense integration agreement with Komatsu
MineSense and Komatsu’s Modular Mining Systems have executed a collaboration agreement to share data between...
Read More
25 Sep 2024
Komatsu’s pre-production Power Agnostic 930E haul truck heading to Boliden’s Aitik mine
Komatsu has announced a significant step forward in their joint commitment to sustainable mining together...
Read More
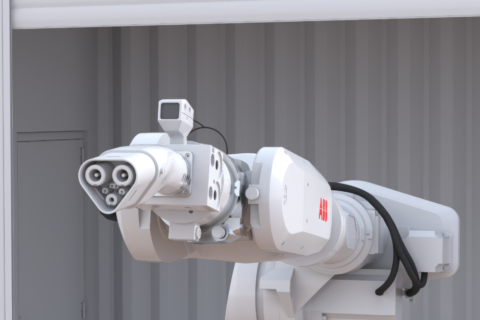
23 Sep 2024
ABB, Komatsu to showcase eMine automated battery truck charging solution at MINExpo
At this week's MINExpo 2024 in Las Vegas, ABB is to showcase a new technology...
Read More
Prev
1
2
3
…
11
Next