Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
23 Apr 2025
Sandvik to supply its largest-ever battery-electric vehicle fleet to South32
Globally diversified miner South32 has selected Sandvik Mining and Rock Solutions to supply 22 battery-electric...
Read More
06 May 2024
HPY provides ‘transformational’ ore sorting upgrade at Fankou lead-zinc operation
HPY prides itself on being “the manufacturer of the world’s most diverse and efficient ore...
Read More
18 Mar 2024
DMC Mining to construct Clark exploration decline at South32 Hermosa
DMC Mining Services says it will construct the Clark exploration decline at the South32-owned Hermosa...
Read More
28 Sep 2023
TOMRA Mining talks sulphide ore sorting in copper, zinc, lead space
When processing sulphide ores to extract copper, zinc or lead, the focus is on ensuring...
Read More
22 Aug 2023
MMG and Hexagon achieve ‘Australia first’ fatigue detection tech installation at Rosebery
MMG Rosebery says it has become the first mine in Australia to introduce fatigue detection...
Read More
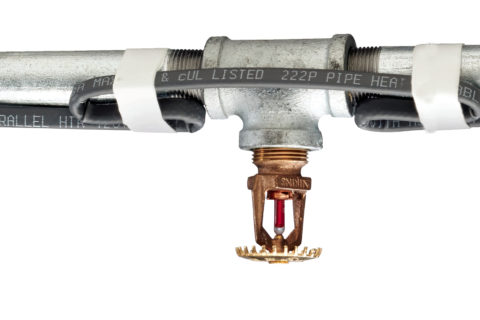
11 Aug 2023
Leveraging electric heat-trace cables to prevent freezing pipes and pipelines
Feeding water into a mine, the dewatering of groundwater out of it, and the recycling...
Read More
30 Jun 2023
Appian Capital to take on Rosh Pinah zinc-lead mine in Namibia
Appian Capital Advisory LLP, the investment advisor to long-term value-focused private capital funds that invest...
Read More
22 Jun 2023
South32 and Redpath kick off shaft sinking works at Hermosa
South32 has now broken ground on one of two exploration shafts at the Hermosa project...
Read More
27 Apr 2023
Solar farm goes live at MMG’s Dugald River zinc-lead mine
MMG says the new solar farm at its Dugald River operations in Australia has hit...
Read More
24 Apr 2023
Maximising the benefits of sensor-based ore sorting machines
Ore sorting has been shown to provide both economic and environmental benefits, but many mines...
Read More
11 Apr 2023
South32 and Emesent collaborate on LiDAR-equipped Spot trials at Cannington
South32's Cannington Mine, in Queensland, Australia, says it is supporting Emesent in its pursuit of...
Read More
22 Dec 2022
MMG brings in new Sandvik equipment for owner-operator transition at Dugald River
MMG Limited has acquired new underground equipment for its Dugald River zinc-lead mine in Queensland,...
Read More
Prev
1
2
3
…
7
Next