Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
17 Sep 2024
Metso plays software hand in face of mining market competition, industry challenges
With the mining industry’s growing understanding and openness to the benefits of digitalisation and artificial...
Read More
14 Dec 2023
Schlam to provide specialised maintenance services through new Fixed Plant Maintenance division
On the back of growing demand for specialised maintenance services, Schlam has launched its new...
Read More
06 Jun 2023
Contract miner Byrnecut to use Sandvik Remote Monitoring Service at 11 Australian sites
Contract miner Byrnecut will roll out Sandvik’s Remote Monitoring Service solution at nearly a dozen...
Read More
20 Apr 2023
DEUTZ and Talpa develop FUSIONHub software platform for enhanced data visibility and use
DEUTZ says it is expanding its digital services portfolio with the help of Talpa Solutions,...
Read More
16 Feb 2023
SRG Global to fill out front-end service gap with ALS Asset Care
SRG Global is looking to bolster its front-end asset integrity and reliability services with the...
Read More
06 Oct 2022
Cat focuses on increased efficiency, production and uptime with new electric rope shovel tech
Caterpillar has announced two new optional technology solutions – Integrated Technology Package and Operator Assist...
Read More
08 Dec 2021
Metso Outotec Life Cycle Services contracts continue to build in 2021
Metso Outotec says it has experienced substantial growth in its Life Cycle Services (LCS) business...
Read More
10 Jun 2021
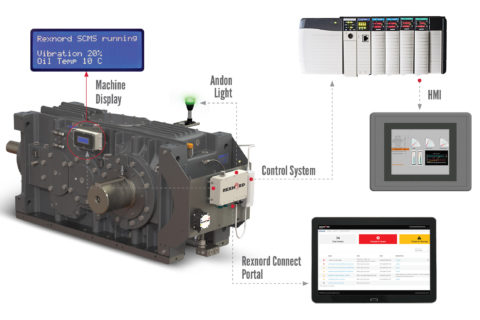
Rexnord adds extra layer of condition monitoring to large gear drives
Rexnord Process & Motion Control (PMC) has introduced the latest addition to its line of...
Read More
12 Feb 2021
Metso Outotec establishes new training program for field service technicians
Metso Outotec has started an integrated competence development platform, the Services Certification Program, looking to...
Read More
20 Jan 2021
RCT introduces new ‘smart’ solution for fleet service monitoring
RCT has brought a new product to its Muirhead® range of protection solutions designed to...
Read More
13 Jan 2021
Tronox’s Cooljarloo mine feels the benefits of Weir Minerals Total Asset Management Plan
Weir Minerals says it has further strengthened its partnership with Tronox following the signing of...
Read More
28 Oct 2020
RPMGlobal adds predictive element to mine maintenance solutions with IMAFS buy
RPMGlobal has entered into a share purchase agreement to acquire Canada-headquartered, inventory optimisation management software...
Read More
Prev
1
2
Next