Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
11 Feb 2021
Metso Outotec improves process audits and production transparency with new sampler
Metso Outotec says it is launching a versatile Linear Metallurgical Sampler (LMS) to enable the...
Read More
28 Dec 2020
Metso Outotec books zinc plant order as it agrees sale of aluminium business
Metso Outotec has signed a contract to deliver a complete package of key process equipment...
Read More
17 Dec 2020
DST to help Newmont go cyanide-free with CLEVR agreement
Dundee Sustainable Technologies has entered into a Technology Transfer Licensing Agreement with Newmont for the...
Read More
13 Jul 2020
Dundee’s GlassLock Process engineers an opening at West Africa gold mine
Dundee Sustainable Technologies (DST) and its proprietary GlassLock Process™ is to help a West Africa...
Read More
26 Jun 2020
Outotec addresses cyanide consumption with new BIOX refractory gold process
Outotec has introduced its new MesoTHERM BIOX process to significantly reduce cyanide consumption in refractory...
Read More
22 Jun 2020
Modernising last-generation geo-metallurgy practices
By Wolfgang Baum* Dan Gleeson wrote in International Mining April 2020, “…near identical flowsheets have remained...
Read More
10 Jun 2020
DST’s CLEVR Process ups gold extraction yields in metallurgical test work
Dundee Sustainable Technologies (DST) has hit a new milestone, with results from metallurgical testing on...
Read More
31 Jan 2020
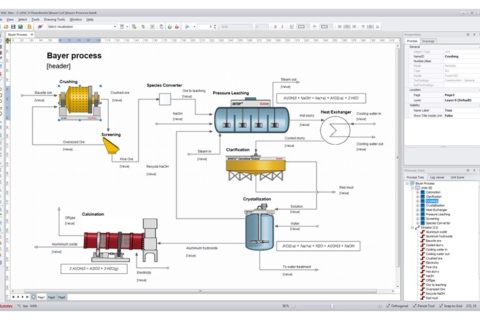
Outotec upgrades ‘state-of-the-art’ process simulation package
Outotec says it has upgraded its HSC Chemistry® process modelling platform with new features, faster...
Read More
15 Oct 2019
Outotec celebrates 70 years of technology innovation at Pori ORC
Outotec is, this week, celebrating 70 years of sustainable technology development at its Outotec Research...
Read More
13 Jun 2019
GoGold signs up BQE Water for SART plant at Parral tailings operation
BQE Water says it has been retained by GoGold Resources for the implementation of a...
Read More
23 Apr 2019
ALTA retains metallurgical innovation focus for 2019 event
The organisers of ALTA are gearing up to welcome the international metallurgical community to Perth,...
Read More