Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
10 Jun 2025
Technology and best practice raise safety bar for explosives, BME’s Dhoorgapersadh says
With safety a central concern in the storage, handling and application of explosives, fast-evolving technology...
Read More
20 Jan 2025
Murray & Roberts Cementation achieves 8 million fatality-free shifts
Underground mining contractor, Murray & Roberts Cementation says it has reached a new milestone by...
Read More
08 Jan 2025
Whitehaven celebrates Narrabri CHPP safety achievement
Whitehaven has acknowledged what it says is an outstanding achievement at its Narrabri coal handling...
Read More
16 Dec 2024
FEATURE ARTICLE: Collision Avoidance
This month's Spotlight Feature Article goes deep into the world of collision avoidance; a sector...
Read More
14 Nov 2024
SRK Consulting on the learnings from the Global Industry Standard on Tailings Management implementation
It has been just over four years since the Global Industry Standard on Tailings Management...
Read More
17 Oct 2024
Murray & Roberts Cementation stresses importance of culture in achieving safety milestones
In the mining sector’s ongoing quest for zero harm, Murray & Roberts Cementation has shown...
Read More
10 Oct 2024
Anglo American Australia workers herald new frontline safety program
Anglo American has leveraged the experience of its coal mine workers to devise its new...
Read More
05 Aug 2024
An evolution in ‘hands free’ exploration drilling
Evolution Drill Rigs out of Queensland, Australia, believes it has come up with a cost-effective...
Read More
01 Aug 2024
Fatalities up at ICMM company member operations in 2023
The ICMM has released a report that benchmarks the 2023 safety performance of its members,...
Read More
26 Jun 2024
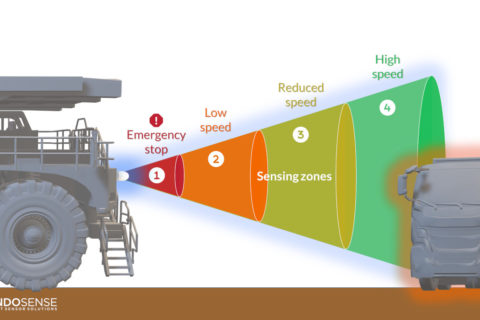
OndoSense introduces compact radar sensor for collision avoidance, vehicle detection and object positioning
OndoSense is expanding its sensor portfolio with the addition of a compact radar sensor for...
Read More
03 Jun 2024
Best practices for selecting onboard fire suppression systems for heavy-duty mining vehicles
Heavy-duty mining vehicles operate for long periods across harsh, rugged environments and require reliable onboard...
Read More
28 Feb 2024
Caterpillar Safety Services looks to build safety resiliency with newest updates
With safety no longer being a box-ticking exercise but a true measure of employee engagement,...
Read More
Prev
1
2
3
…
8
Next