Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
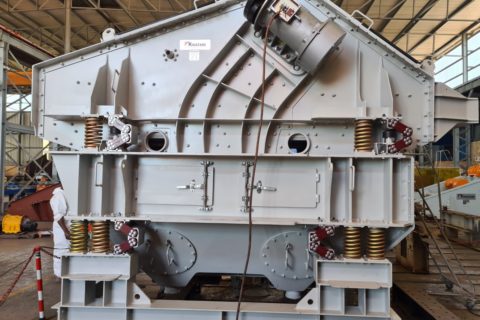
20 Jan 2022
Kwatani adds to Northern Cape iron ore reference list with latest screening installation
South Africa-based vibrating screen and feeder specialist Kwatani will soon add another installation to its...
Read More
19 Jan 2022
Weir Minerals’ Vulco rubber compound proves its mill lining worth
Close to four years after release, Weir Minerals Vulco® 67 rubber compound is providing exceptional...
Read More
13 Dec 2021
Metso Outotec to upgrade four ball mills at Asia Pacific copper-gold mine
Metso Outotec says it has signed a services contract for the delivery of four ball...
Read More
09 Dec 2021
Sulzer upgrades VA vertical cantilever sump pump
Sulzer has launched an upgrade of the VA vertical cantilever sump pump, with the update...
Read More
30 Nov 2021
Metso Outotec refines grinding mill selection options with Horizontal Mill Plant Units
Metso Outotec is launching what it says is yet another unique solution in its range...
Read More
03 Nov 2021
Weir Minerals expands the Cavex 2 hydrocyclone range with 650 model
Weir Minerals, building on over 20 years of Cavex® hydrocyclone experience, has added the Cavex...
Read More
25 Oct 2021
CRC ORE, CSIRO look at broadening pre-concentration tech applications
CRC ORE and Australia’s national science agency, CSIRO, have formed a Future Research Program to,...
Read More
11 Oct 2021
Kwatani large vibrating screen customisation pays off
Process plant designers often underestimate the movement of large vibrating screens when these machines start...
Read More
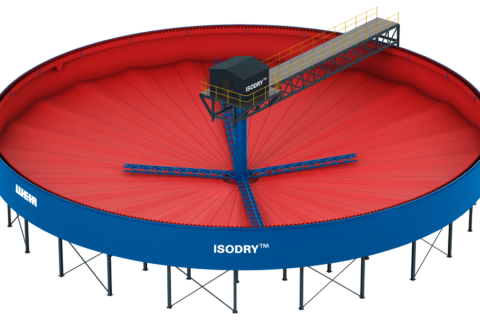
14 Sep 2021
Weir Minerals and Andritz expand tailings processing collaboration with IsoDry
Weir Minerals and Andritz have signed an agreement at MINExpo 2021 expanding their shared commitment...
Read More
13 Sep 2021
ArcelorMittal to expand iron ore mining and logistics operations in Liberia
The Government of the Republic of Liberia and ArcelorMittal have signed an amendment to the...
Read More
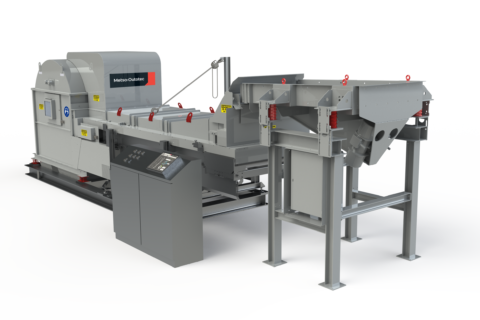
17 Aug 2021
Metso Outotec and TOMRA to supply particle ore sorting solutions for mining
Metso Outotec and TOMRA Mining have agreed to continue a non-exclusive cooperation to supply particle...
Read More
29 Jul 2021
Nouveau Monde Graphite turns to Metso Outotec for key Matawinie processing equipment
Nouveau Monde Graphite has launched civil construction works at its flagship Matawinie graphite mining project...
Read More
Prev
1
…
5
6
7
8
9
…
19
Next