Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
09 Apr 2025
Bredel addressing unique mining challenges with new heavy-duty pump
Bredel hose pumps, part of Watson-Marlow Fluid Technology Solutions, has engineered the new Bredel Heavy...
Read More
26 Mar 2025
Xylem looks to simplify water management with Flygt 2450 pump
Xylem has launched the Flygt 2450, the only high-head fully submersible pump for mining applications...
Read More
04 Nov 2024
Integrated Pump Technology supplies Godwin HL150 pump to Senegal mine
Integrated Pump Technology has secured an order for its first Godwin HL150 pump to a...
Read More
18 Sep 2024
Watson-Marlow Fluid Technology Solutions to highlight full range of Bredel, Qdos peristaltic pumps at MINExpo
Watson-Marlow Fluid Technology Solutions (WMFTS) is to highlight its full range of Bredel and Qdos...
Read More
31 Jan 2024
Watson-Marlow brings higher flows to Qdos pump offering
Watson-Marlow Fluid Technology Solutions (WMFTS) has launched the Qdos™ H-FLO chemical metering and dosing pump,...
Read More
14 Dec 2023
Sykes Group boosts mine dewatering capabilities with XH250 pump
Sykes Group, a leading name in the realm of dewatering pump solutions, has launched its...
Read More
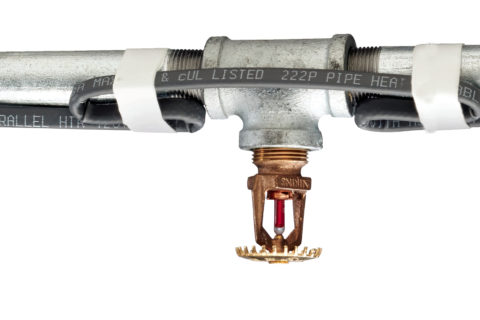
11 Aug 2023
Leveraging electric heat-trace cables to prevent freezing pipes and pipelines
Feeding water into a mine, the dewatering of groundwater out of it, and the recycling...
Read More
20 Jun 2023
Xylem boosts hydraulic efficiency of mine dewatering pumps with Godwin HL270M
Global water technology company Xylem has released a new dewatering pump developed to, it says,...
Read More
09 Jun 2023
RMI on testing mining pump reliability
Mines and industry rely on critical high pressure pump technology to keep operations safe and...
Read More
24 Mar 2023
Atlas Copco releases latest WEDA D electric submersible dewatering pump
Atlas Copco Power and Flow has launched a next-generation electric submersible dewatering pump, the WEDA...
Read More
01 Feb 2023
Weir Minerals offers up slurry pumping advice with updated Warman handbook
Weir Minerals, manufacturer of the Warman® slurry pump, has released the latest edition of its...
Read More
10 Jan 2023
Thompson Pump looks for central US growth with Kirby-Smith Machinery partnership
Thompson Pump and Manufacturing Company says it has expanded its distribution in the central United...
Read More
Prev
1
2
3
4
Next