Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
04 Feb 2025
Barminco bags first underground mining contract in USA with Nevada Gold Mines
Perenti Limited has announced that its underground mining business, Barminco, has signed a contract to...
Read More
21 Jan 2025
Century Lithium and Orica sign sodium hydroxide supply-focused MoU
Century Lithium says it has signed a non-binding memorandum of understanding (MoU) with Orica Specialty...
Read More
12 Jun 2024
Albemarle maps out project plan for Kings Mountain hard-rock lithium mine
Albemarle Corporation has introduced its project plan for the Kings Mountain Mine, one of the...
Read More
16 Nov 2023
Sandvik to build largest US mining facility to date in Elko, Nevada
To better serve its mining customers in the United States, Sandvik is investing more than...
Read More
16 Oct 2023
Intramotev to put rail back in mining material movement competition
St Louis-based Intramotev is looking to rekindle the mining and rail relationship that made US...
Read More
07 Sep 2023
Epiroc unveils new Competency Center in Elko to service US market
Epiroc has unveiled its newly-established Competency Center in Elko, Nevada, which, the OEM says, will...
Read More
30 Jun 2023
AngloGold eyes autonomous haulage advantages at Nevada project
AngloGold Ashanti says it is considering the use of autonomous haulage at its Expanded Silicon...
Read More
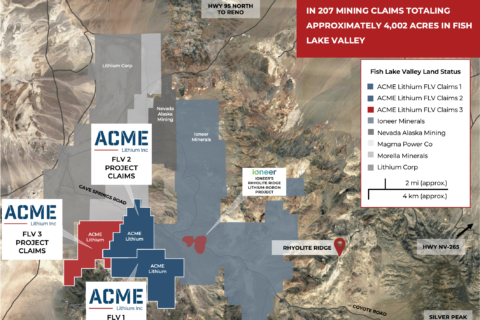
27 Apr 2023
ASTERRA’s Earth observation solution pinpoints new lithium exploration targets for ACME Lithium
ASTERRA has announced that its Earth observation solution was used in collaboration with ACME Lithium...
Read More
24 Mar 2023
Komatsu to expand parts support for mining, construction customers in Nevada
Komatsu has announced plans for a construction project adding a new, nearly 50,000-sq.ft (4,645 sq.m)...
Read More
14 Mar 2023
Bell Equipment on its autonomous ADT transition with xtonomy, Pronto AI
Four years after commencing extensive testing, global ADT specialist, Bell Equipment, reports that autonomous technology...
Read More
08 Feb 2023
Caterpillar gears up for SME and CONEXPO-CON/AGG shows
Caterpillar has a busy few months lined up on the conference circuit, with major product...
Read More
05 Jan 2023
Bechtel wins EPCM contract for Lithium Americas’ Thacker Pass project
Lithium Americas says it has awarded the engineering, procurement and construction management (EPCM) contract for...
Read More
Prev
1
2
3
4
Next