Join us at The Electric Mine 2025
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2025
Get IM Free
Download IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
12 Sep 2024
Chart, Howden ready to showcase a ‘ventilation and more’ offering at MINExpo
Howden’s transition into the wider Chart Industries offering is allowing it to branch into new...
Read More
29 Sep 2023
De Beers taking major technology steppingstone at Venetia Underground
Making the transition from an open pit mine that has been operating successfully for 30...
Read More
11 Jul 2023
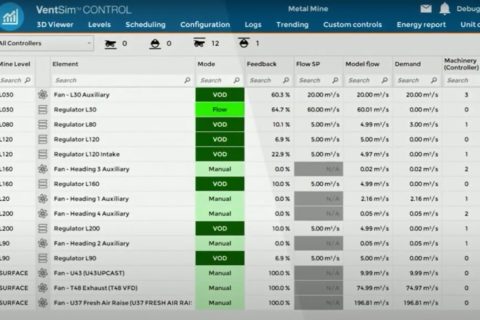
Howden strives for further ventilation on demand optimisation
Earlier this year, Howden’s Lead Software Engineer, Benoit Dussault, told IM that the company was...
Read More
13 Apr 2023
Howden continues to bring energy and ventilation efficiency to mining operations
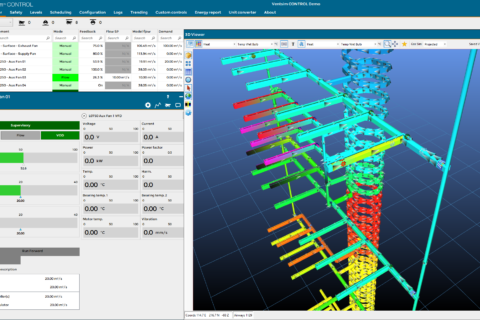
Howden’s Ventsim™ CONTROL may have been introduced 15 years ago in Canada, but the cutting-edge...
Read More
08 Feb 2023
Howden to deploy Ventsim CONTROL solution at Gold Field’s South Deep
Howden says it has secured a contract for its Ventsim™ CONTROL system at Gold Fields'...
Read More
30 Jan 2023
Sustainable mining solutions to meet net-zero targets
Mining is an essential process that has become even more critical as the world moves...
Read More
04 Jul 2022
Ventilation on demand solutions continue to find favour, Howden says
Ventilation solutions provider, Howden, says it is continuing to register strong demand for ventilation on...
Read More
13 Jun 2022
Howden, Agnico Eagle Fosterville to complete Oz mining first with Ventsim CONTROL VoD installation
Howden says it has secured a contract for the upgrade of an existent licence of...
Read More
28 Feb 2022
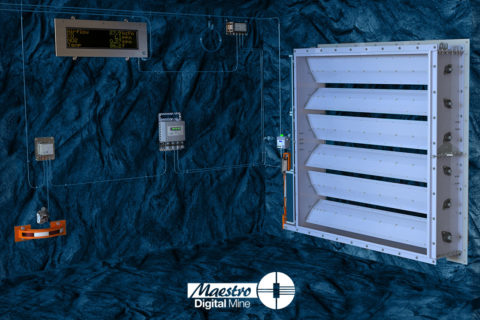
Maestro heads for the IoT edge with new future-proofed solutions
Driving out capital expenditure and standardising IIoT infrastructure have been the two key pillars propelling...
Read More
03 Feb 2022
Howden updates Ventsim CONTROL software with ‘on demand’ mine cooling solution
Howden has launched the latest update to its Ventsim CONTROL software, featuring an “on demand”...
Read More
11 Jan 2022
Howden tapping into South African deep mining experience
Mines are getting deeper with every year that passes – 30 m deeper, if industry...
Read More
14 Oct 2021
Howden bolsters Ventsim CONTROL customer support with new ‘powerful communications centre’
Howden has launched the Ventsim CONTROL™ Service desk, a “powerful communications centre” designed to, it...
Read More
Prev
1
2
Next