Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
27 Dec 2024
EACON opens office in Shanghang, strengthening Zijin Mining ties
EACON has opened another office in Shanghang, expanding into the Fujian Province as part of...
Read More
25 Dec 2024
Zijin completes trial of fully-electric haul trucks at Serbian mine
Serbia Zijin Copper has recently completed a successful trial run of its first fleet of...
Read More
15 Mar 2024
EACON banks more finance for automation mission as it nears 1,000 truck milestone
EACON says it has received another $44.5 million in Series C++ financing, led by Zijin...
Read More
31 Jul 2023
More SEW-EURODRIVE X.e-series power packs on their way to Kamoa-Kakula
With well over 100 units already delivered, SEW-EURODRIVE in South Africa is set to continue...
Read More
09 May 2023
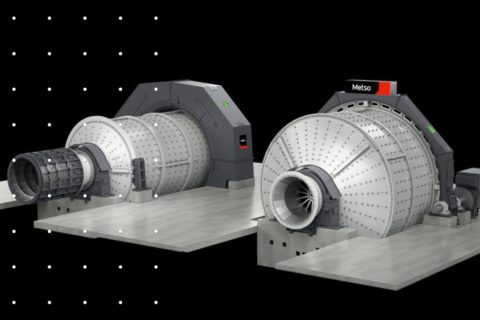
Metso boosts comminution power at Zijin Mining’s Julong copper concentrator
Metso says it has been awarded an order for key concentrator plant equipment by Zijin...
Read More
01 Jun 2021
Doppelmayr ropeway tackles mine backfill task at Buriticá gold operation
A Doppelmayr ropeway is now up and running at the Buriticá underground gold mine in...
Read More
08 Sep 2020
Latest Kamoa-Kakula copper studies reaffirm project’s world-class status
The latest economic studies on Ivanhoe Mines and Zijin Mining Group’s majority-owned Kamoa-Kakula project in...
Read More
07 Aug 2019
FLSmidth to help modernise crushing, grinding circuit at Zijin’s Serbia copper op
Zijin Mining Group has chosen an FLSmidth gyratory crusher, SAG mill and ball mill for...
Read More
17 Jun 2019
Ivanhoe’s Kakula copper mine takes shape in the DRC
Development is speeding up at Ivanhoe Mines’ majority-owned Kamoa-Kakula copper project in the Democratic Republic...
Read More
20 Feb 2019
DRA Global moves from PFS to basic engineering at Kakula copper project
DRA Global has been awarded the contract for basic engineering services on the Kakula mine...
Read More