Join us at The Electric Mine 2026
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
The Electric Mine 2026
Get IM Free
DOWNLOAD IM
Videos/Webinars
Interviews
Webinars
Videos
2025 Media Pack
Events
Pay Online
Contact
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
IM Magazine
IM Magazine Archives
Past Events
The Electric Mine | Perth 2024 photos
The Electric Mine | Tucson 2023 photos
The Electric Mine | Toronto 2019 photos
Event Papers
The Electric Mine 2023 Conference Papers and Videos
The Electric Mine 2022 Conference Papers
The Electric Mine Virtual Conference 2020 Papers
The Electric Mine 2019 Papers
Helpful Links
Filter by:
All Topics
Automation
Base metals
Bulk handling
Careers in mining
Coal technology
Comminution of minerals
Communications in mining
Diamond mining
Energy minerals
Environmental
Equipment maintenance
Explosives and blasting
Gem stone mining
General
High tech minerals
History of mining
HOF
Industrial minerals
IoT
Marine mining
Metallurgy
Mine operation news
Mine shafts and equipment
Mine surveying
Mine ventilation
Mineral commodities
Mineral exploration
Mineral processing
Mineral project development
Mining consumables
Mining equipment
Mining events
Mining finance
Mining industry recognition
Mining maintenance
Mining mergers and acquisitions
Mining people
Mining policy
Mining project news
Mining safety
Mining services
Mining software
Mining techniques
Power supply for mines
Precious metals
Spotlight Feature Article
Steel and iron ore
Sustainable mining
Uncategorised
Uncategorized
Undersea mining
Videos
Water management
28 Nov 2023
Olitek ships first Remote Charge-up Unit to Newmont’s Cadia operation
Olitek Mining Robotics says it has reached an important milestone in its Remote Charge-up Unit...
Read More
05 Oct 2022
IMARC 2022 to tackle the mining sector’s gender divide
Closing the gender gap in mining is not only a matter of equity, it also...
Read More
26 Jul 2022
BluVein’s underground dynamic charging developments accelerating
BluVein, after officially receiving agreement and project approval from all project partners, has initiated the...
Read More
04 Jul 2022
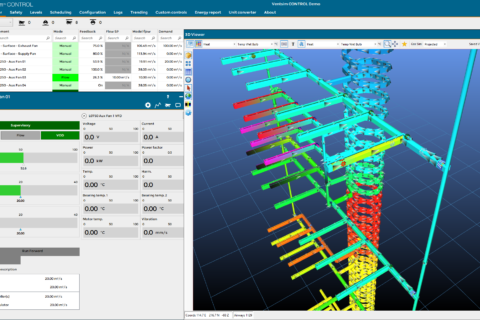
Ventilation on demand solutions continue to find favour, Howden says
Ventilation solutions provider, Howden, says it is continuing to register strong demand for ventilation on...
Read More
13 Jun 2022
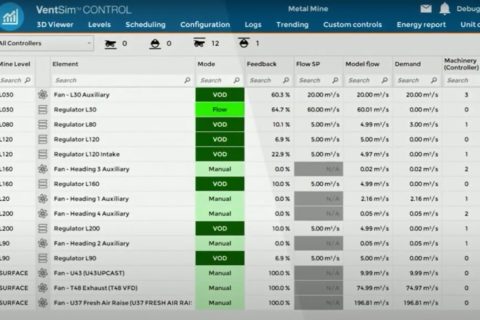
Howden, Agnico Eagle Fosterville to complete Oz mining first with Ventsim CONTROL VoD installation
Howden says it has secured a contract for the upgrade of an existent licence of...
Read More
12 May 2022
BluVein XL open-pit mining dynamic charging solution gains momentum
Much of the buzz around BluVein to this point has focused on its dynamic charging...
Read More
12 Jan 2022
Epiroc, Orica secure Newcrest Cadia trial for commercial Avatel charging system
Newcrest Mining is set to trial Avatel, a fully mechanised development charging system developed by...
Read More
13 Dec 2021
Olitek on a mechanisation mission to provide mine safety step change
IM’s Teams call with Olitek Mining Robotics’ (OMR) James Oliver and Newcrest’s Tony Sprague starts...
Read More
10 Nov 2021
Evaluate ore sorting options at prefeasibility study stage, TOMRA’s Rutledge says
TOMRA Mining is making a case for its sensor-based ore sorting solutions to be evaluated...
Read More
08 Sep 2021
MacLean ships 500th 900 Series scissor bolter to Agnico’s Goldex mine
The MacLean 900 Series scissor bolter design turned 30 years old in 2021 and the...
Read More
16 Aug 2021
VTT, Nokia, Sandvik on board with 5G-powered underground mining research project
VTT, Nokia and Sandvik, recognising the potential of faster network coverage for unlocking efficiencies in...
Read More
16 Aug 2021
Vale, Glencore, Newcrest and others join BluVein’s next gen trolley charging project
Seven major mining companies have financially backed BluVein and its “next generation trolley-charging technology” for...
Read More
Prev
1
2
Next